Sizing up the Digital Optical Comparator
A digital optical comparator uses a CAD file instead of a template or overlay film. More importantly, the digital comparator not only measures dimensions, but it also actively compares the measurements with nominal values, thus making it truly a gage for accepting or rejecting a part.


The VisionGauge can be configured either horizontally or vertically, as dictated by fixturing and mounting considerations.
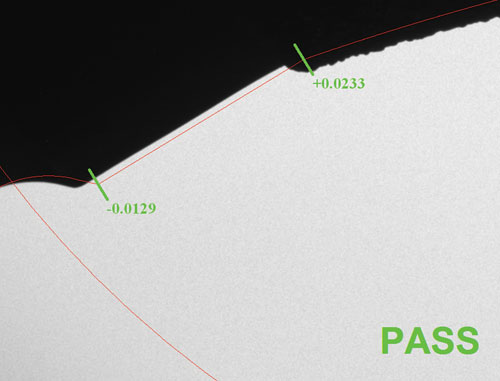
Bidirectional tolerances at various control points can be specified by the user. The system automatically computes and displays the part’s deviation from nominal at every control point. This display includes a pass/fail result at every control point as well as for the entire part.
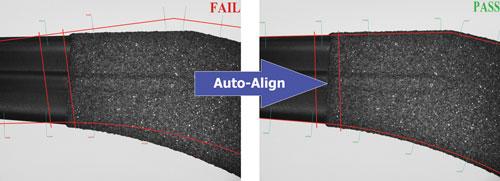
The Auto-Align feature finds the best match between the CAD data and the part image without operator intervention. This feature speeds inspection and makes it more effective.
Share









By magnifying the image of a workpiece and projecting that image against a template that magnifies a profile of the part’s design, the traditional optical comparator magnifies the ability of the human eye to detect critical deviations. Mismatches between the projected workpiece image and the template make these deviations more obvious, enabling the user to judge whether the workpiece is acceptable.








Related Content

More Surface Finish Parameters at Hand
Measuring surface finish at the point of manufacture is often done by the same machinist who is manufacturing the part. They need tools that meet test requirements and are easy to use.
Read More
Marathon Precision’s Engineering Playground: One Shop’s Secret to Sustaining High Tech, Low-Volume and High Morale
Half an airplane on the wall, a ten-foot metal dragon, and a full-blown recording studio might not scream “manufacturing efficiency,” yet Marathon Precision proves otherwise. Here’s how forging, complex CNC operations and staff-driven creative projects combine to fuel the shop’s productivity and profitability.
Read More
A 100-Year-Old Measurement Tool That is Still Used Today
The reed mechanism was a breakthrough in high-precision measurement and is still used today for sub-micron or even nanometer resolution applications.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More