
Software Helps NASA Automate Robot Programming Process
A process being developed by the NASA Advanced Composites Project uses software to help automate the programming of collaborative robots for safe inspection of composite fuselage components alongside workers, providing more consistent results.

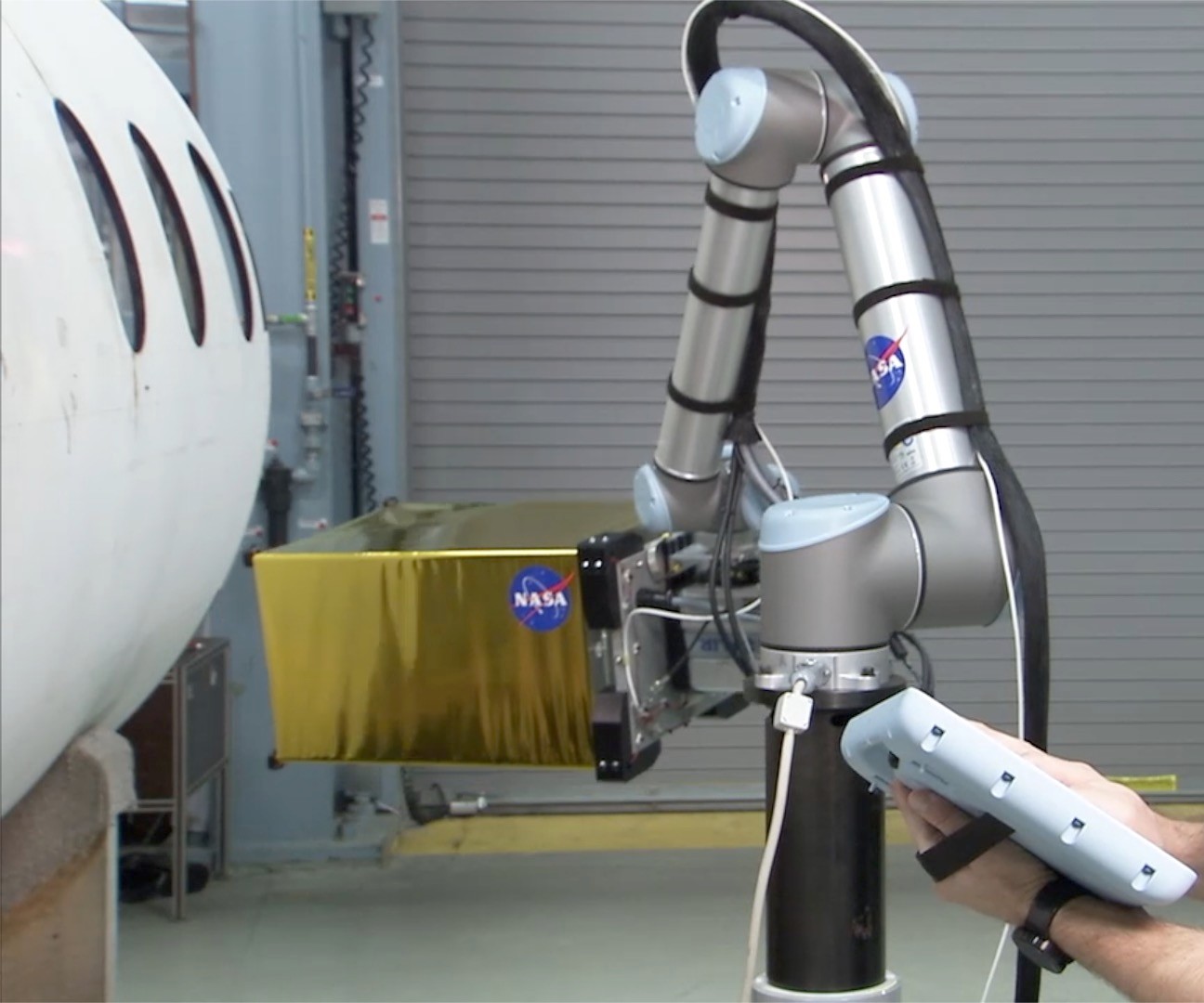
The NASA Advanced Composites Project is working to automate infrared inspection processes for composite airplane fuselages by programming inspection patterns for UR10 cobots with inspection equipment using software from RoboDK. This process could save time and money, and it has the potential to improve the quality of inspection results. Photo provided by Universal Robots.
Infrared inspections can show hidden defects and abnormal substructures in composite structures using precise flashes of light. Manual infrared inspection requires multiple operators to move large, heavy equipment across the entire surface of the part, adding cost and complexity. Photo provided by Universal Robots.
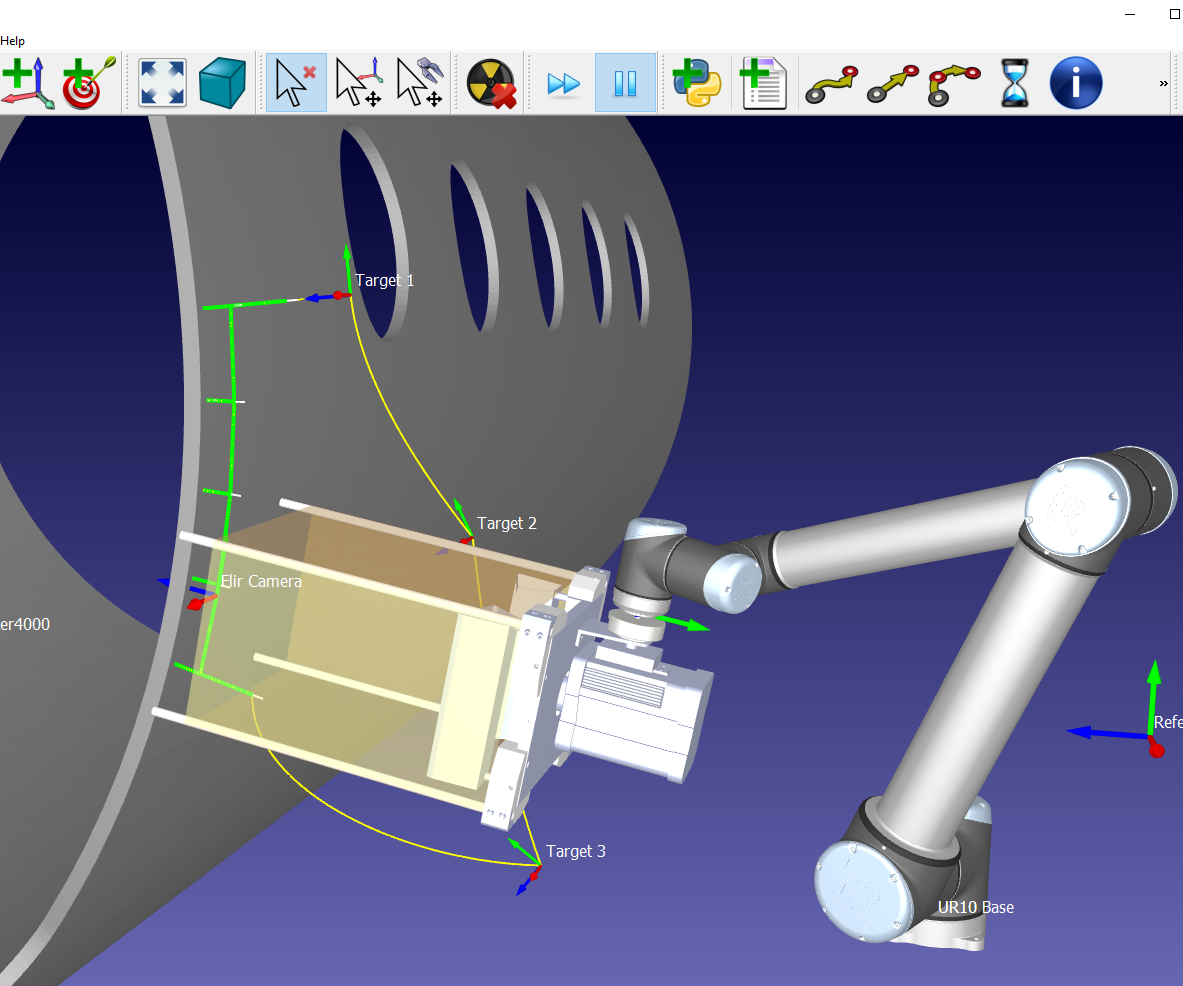
RoboDK’s application programming interface (API) enables users to create programs offline and simulate them before downloading them to the robot. Users can check the program for problems like axis limits and collisions, and then download it to the robot so inspection can begin without additional setup. Screenshot provided by RoboDK.

RoboDK software can be customized with algorithms to automate some programming tasks. NASA uses an algorithm that creates a tool path for the robot to follow on the surface of the fuselage, avoiding windows and holes. Photo provided by Universal Robots.
Share









Automating processes with robotics can have numerous benefits, but robots require programming, a typically manual process that can be complex and lead to costly problems like collisions. The NASA Advanced Composites Project is working on a process that not only automates inspection of airplane fuselages using collaborative robots (cobots) from Universal Robots, it automates the programming of the cobots with software from robotic software simulation developer RoboDK. This system has the potential to save time and money while providing better, more consistent results than fully manual inspection processes.
The NASA Advanced Composites Project works to improve methods, tools and protocols as well as reduce development and certification timelines for composite materials and structures as their applications increase. One of its goals is to speed the inspection of composite structures and improve measurement results by ensuring that the inspection procedure does not miss any areas of a structure. One inspection method is infrared thermography, which uses a precise flash of light to create a pulse of heat. As the material cools, researchers analyze how the heat flows through the part to reveal hidden defects and abnormal substructures without damaging the part. However, infrared inspection equipment is large and heavy, and it must be moved across the entire surface of the part inside and out to ensure a comprehensive inspection. Manual inspections of large composite products, such as airplane fuselages, require multiple operators for extended time periods, adding cost and complexity.



To automate this process, the NASA Langley Research Center is testing a method that uses software from RoboDK to automate the programming of inspection patterns for two UR10 cobots from Universal Robots. Researchers used the software to create a computer model of the part to be inspected, the inspection pattern and the movement of the inspection tool. The software has an application programming interface (API) that enables users to program robots using universal programming languages, such as Python, C#, C++, Matlab and Visual Basic.
Once the inspection process is calibrated and the cobots are properly located with respect to the part, the cobots can follow a pre-programmed path to move the inspection equipment into precise locations around the fuselage and hold the equipment in place as the operator retrieves the data.
The software can be customized with algorithms to automate some tasks, such as projecting an inspection pattern onto a surface to simulate and generate the inspection program. The algorithms can be fully or partially automated, meaning they generate the tool path according to certain parameters that can be modified by the operator or robot programmer. With custom, fully automated algorithms, robots can be programmed in just a few seconds, says RoboDK CEO Albert Nubiola. The NASA Advanced Composites Project uses an algorithm that creates a tool path for the robot to follow on the surface of the fuselage, avoiding windows and holes.
The software’s API also enables users to create programs offline and simulate them before downloading them to the robot. “Offline programming of the robot is very useful when you need to do the planning work prior to moving the robotic system to a hangar or other location,” says NASA Analytical Mechanics Associate Joshua Brown. He adds that the simulation function is also helpful, as it can be used to check for problems like axis limits and collisions, which are a potential problem when using multiple cobots. “It’s been fairly simple to bring multiple robots into a station and get them working together virtually before having the real metal flying around,” Mr. Brown says. Once the program is created and simulated, it can be downloaded to the robot, so inspection can begin without additional setup.
The system is in the early stages of development, and Mr. Brown says the goal is to get the framework for the inspection system in place and work out some of the details. Currently, the cobots must be moved manually to different areas around the fuselage and then recalibrated before performing a scan based on the surface in that area. The next phase of development involves mounting the cobots on a linear stage that will extend the reach of the system to roughly 3 meters. That linear stage also could be mounted on another linear stage or pair of linear stages to extend the system’s reach in another axis or plane.
This system has the potential to save time and money, as it enables a single operator to oversee the inspection process. Programming and simulation ensure efficiency, because the robots move on the most practical and comprehensive paths around the aircraft. Simulation can also prevent potentially costly problems. In addition, the cobots have a safety system that monitors when to switch into a reduced-safety mode and stops operation when it comes into contact with a person. This enables people to work closely alongside them, so other inspection or manufacturing processes can take place during infrared inspection. This method also has the potential to improve the quality of inspection results, as it can be used to ensure that the entire part is inspected.
However, Mr. Brown says that at this point, the reliability this system can provide is more valuable than possible time and money savings. “Using robots means consistency and the ability to go back and do an inspection in exactly the same way in exactly the same spot with no human error,” he says. “Human operators just can’t move like a robot can and that’s why we’re investing in this.”
Robots and Autonomy Correspondent

Julia Hider
Julia Hider graduated from Ohio State University in 2014 with a B.A. in journalism, and joined Gardner Business Media as an assistant editor with Modern Machine Shop in 2017. She has served as an editor on several Gardner Business Media brands, including Production Machining and Additive Manufacturing Media. She is currently a senior editor for Modern Machine Shop and covering robotics for all Gardner Business Media brands.








Related Content

Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
Read More
Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
Automation is for Everyone
Not just for large shops, automation can help even the smallest shops solve labor challenges and become more profitable and efficient.
Read More
Revolutionizing Production: How Smart Hydraulics Drive 24/7 Manufacturing Excellence
All World Machinery Supply helps a firearms manufacturer up its game and improve and increase output.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More