
Software/Tooling Partnership Promises Easier HSM
High-efficiency parameters are calculated automatically—partly using a slider that lets the programmer set the level of aggressiveness.
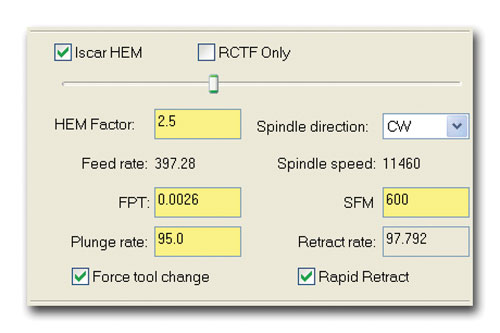
Programmers don’t have to find or know high efficiency parameters, or enter them directly. Instead, they simply adjust the slider bar to find the right level of metal removal rate for the shop’s own setup and process.

How to maximize throughput and tool life in a pocketing operation such as this, using high efficiency machining, might not be intuitively clear.

For tools appropriate to high efficiency machining, the new software now provides the parameters automatically. The tool shown here is Iscar’s “all in one” Feedmill, Chip Splitter and Chatterfree end mill.
Share









Iscar industry projects specialist Tom Raun says he has often helped shops adopt high speed machining techniques by standing over the programmer’s shoulder during his visit to a shop.
“It works when you do this...,” he might say.
Featured Content

Formerly a tool-and-die programmer himself, he once did exactly the kind of programming work in Mastercam—facing exactly the same kinds of machining and workpiece challenges—as many of his customers today. Unfortunately, though, having support personnel like Mr. Raun give in-person coaching is not a scalable strategy for helping shops get the most from their tooling.
A new partnership between Iscar and Mastercam promises to be much further-reaching.
Beginning with the new version X5 of Mastercam, the software’s high speed machining capabilities will now draw upon detailed cutting tool performance data from Iscar. When the software’s “Dynamic Mill” tool paths are used, the programmer can choose from a library of Iscar tools designed for high speed machining, and input just the conventional speed and feed rate information for these tools. From there, the software automatically finds the right parameters for a much more effective machining process—one in which the new parameters might be very different.
“High efficiency machining” is actually the term both companies prefer. That’s because the cutting speed itself is not the main driver of faster metal removal. Rather, the more significant factor is the feed rate increase that becomes possible when the tool path controls tool engagement, and also takes advantage of the radial chip thinning that results from a light radial depth of cut.
Radial chip thinning permits feed rates that can be dramatically higher than what a shop might expect, Mr. Raun says. When the effect of chip thinning is combined with a high spindle speed, a programmed feed rate well over 500 ipm might be possible in a material that had traditionally been milled much more slowly. Various programmers have told him they had avoided such feeds, because they assumed the recommendations citing them must have been in error.
Still other shops have tried to take advantage of chip thinning using feed rate override at the CNC. This is problematic, he says, because the optimal use of chip thinning involves tailoring the speed and feed rate together—something feed rate override can’t do.
The Mastercam software simplifies the use of these seemingly counterintuitive milling parameters. Test data from Iscar’s own extensive cutting trials form the basis of the software’s capability. When high efficiency machining is employed using an Iscar tool, the programmer just selects a radial stepover level, choosing 5, 7 or 10 percent of tool diameter. Then, no other parameter related to higher efficiency has to be known—because the rest of the interface is a slider bar that controls the math involved in getting the parameters right. With this bar, the programmer essentially finds the level of aggressiveness that the shop prefers for its own high-efficiency cutting.
Mastercam sales manager Steve Bertrand explains. He says the programmer starts with standard cutter-use parameters, including feed-per-tooth for the workpiece material. The programmer then varies the slider bar according to his or her own sense of the rigidity of the setup and the rigidity and accuracy of the machine—factors the software cannot anticipate. Based on this input, the software calculates a new speed and feed rate, using formulas aimed at optimizing throughput and tool life. Because spindle speed is not essential to the results, the shop can see benefits on both its high speed and non-high-speed machines.
“The real benefit is that shops now have somewhere to go,” Mr. Bertrand says. The capability helps the large number of shops that do have a machining process able to achieve faster metal removal, if only the right high-efficiency parameters could be found. With the new software that integrates Iscar’s and Mastercam’s insights into an easy interface, meeting this challenge is now just a matter of edging the slider a little further up the scale.







Related Content

Maximizing Milling Operations With the Right Cutter
Selecting milling cutters that are suited to the task at hand can reduce cycle times, improve part quality and save money. Here’s where three milling cutters excel.
Read More
Revolutionizing Production: How Smart Hydraulics Drive 24/7 Manufacturing Excellence
All World Machinery Supply helps a firearms manufacturer up its game and improve and increase output.
Read More
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More