
Tool-Changing Electrospindle Makes Every Second Count
In addition to offering all the advantages manufacturers have come to expect from an electrospindle, this design incorporates a multistation carrier to reduce tool-change time on custom machinery and robots.


These four ATC series electrospindles are mounted on slide assemblies in a dial-type transfer machine. The units can be flange- or foot-mounted and are available in six different sizes, ranging from 328-mm-long units with 145-mm-diameter tool carriers to 760-mm-long units with 436-mm-diameter carriers.

With as many as eight stations, the ATC spindles are capable of milling, turning, grinding, tapping and other metalcutting operations.
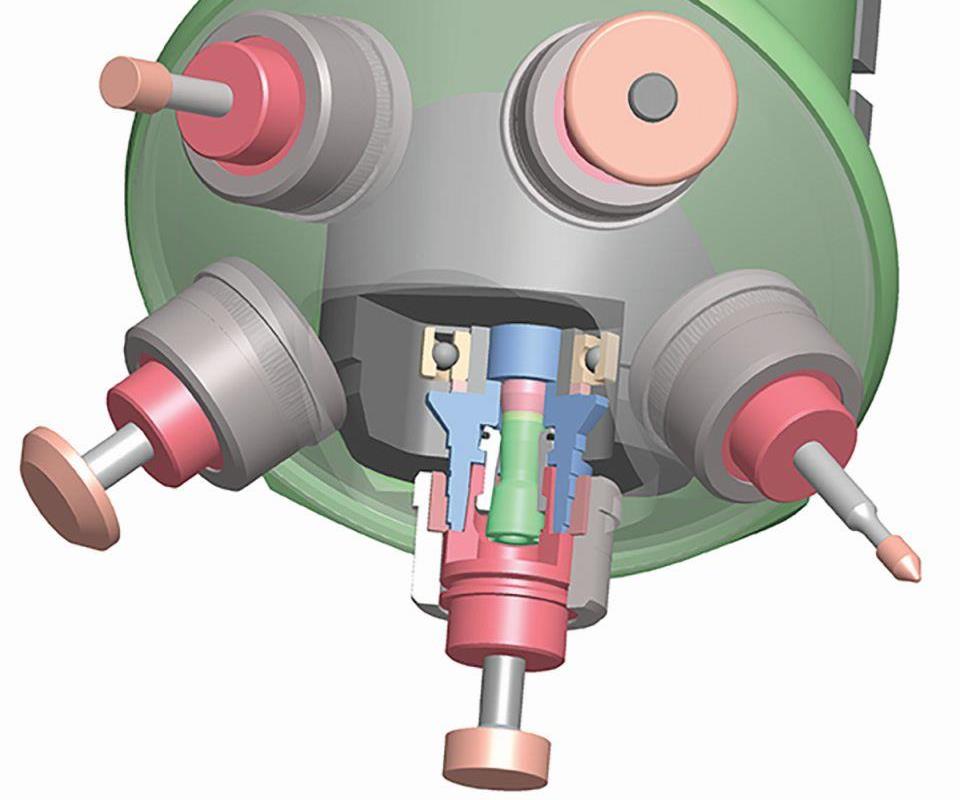
This picture depicts the internal workings of a five-station model. The pink areas designate HSK toolholders; the blue device is a retaining clamp; and the green device is the spindle’s drawbar.



The slightest delay can feel like an eternity in applications that call for dedicated equipment, whether a custom-built machine tool or a programmable robot that frees other resources from light machining tasks. With a new electrospindle from ITI Tooling, such equipment can be configured to shave a few additional seconds of cycle time from any job that requires frequent tool changes.
Featuring an integrated tool carrier, the ATC series electrospindle enables swapping to a fresh milling cutter, turning cutter, drill, tap or grinding wheel in approximately 1.5 seconds. That’s markedly faster than most electrospindles paired with a separate tool-changing mechanism, says company President Mike Bickham. The ATC spindles also offer advantages over many standard tool turret designs.



Aside from the tool carrier, the unit’s design is quite similar to that of many other electrospindles, he says. The defining characteristic of this technology is an electric motor that’s integral to the unit, thus eliminating the need for belt drives or other mechanical means of transmitting power. This construction enables suppliers to offer a wide variety of motor options for different balances of speed and torque. The ATC series, for instance, offers speeds ranging from 24,000 to 80,000 rpm and torque ranging from 0.3 to 60 Nm (the faster the speed, the lower the torque). This wide range of capabilities makes electrospindles a popular choice for installation on robot arms as well as specialized rotary transfer machines and other machine tools that are custom-built for specific applications.
Although many electrospindles are available with automatic tool-changing capability, most employ an external arm to transfer cutters to the spindle, whether from a stand-alone tool-storage station or a magazine installed on a custom machine tool. In either case, these tool changes might take 5 seconds or longer, Mr. Bickham says. A change might take even longer in the case of an electrospindle mounted on a robotic arm, a common setup for specialty applications such as trimming flash from die-cast automotive components. After all, the robot might have to maneuver around fixtures, workpieces, other tools, the tool-storage station itself or any other potential interference points along the way, he says.
The ATC series suffers from no such drawbacks. What’s more, the line demonstrates that the addition of a multi-station tool carrier to the business end of an electrospindle doesn’t have to affect the fundamentals of its operation, Mr. Bickham says. After the drawbar releases the first tool from the HSK interface, the carrier moves forward approximately 0.25 inch to clear the holder from the interface before rotating to line up the next tool. The new tool installs directly into the spindle shaft, just as it would on a model without a multi-station carrier.
Mr. Bickham places particular emphasis on the point that the carrier is just that—a carrier. That is, no tool but the one installed in the HSK interface is ever under power. That’s a contrast to some tool turret designs that mount tools in long, extended-cartridge spindles. Such construction makes these units more prone to vibration than an electrospindle, particularly given the fact that they tend to incorporate conventional rather than high-precision bearings, he explains. The fact that electrospindles are also more compact—that tools operate closer to the spindle body—also helps reduce vibration and heat. The pressurized, sealed spindle body is also internally cooled, a feature not shared with most standard turrets.
Although the angle of the tool carrier helps ensure stored tools don’t interfere with access to machined features, manufacturers should carefully consider the orientation at which the spindle is mounted, as well as the number of tool stations. Users are typically discouraged from opting for any more than eight stations, although more are available for the right application, Mr. Bickham says. With a bit of care, however, an ATC series spindle can boost productivity on any application that requires frequent tool changes, whether the job calls for multiple, redundant tools or a series of different operations.












Related Content

Which Approach to Automation Fits Your CNC Machine Tool?
Choosing the right automation to pair with a CNC machine tool cell means weighing various factors, as this fabrication business has learned well.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
4 Steps to a Cobot Culture: How Thyssenkrupp Bilstein Has Answered Staffing Shortages With Economical Automation
Safe, economical automation using collaborative robots can transform a manufacturing facility and overcome staffing shortfalls, but it takes additional investment and a systemized approach to automation in order to realize this change.
Read More
Inside the Premium Machine Shop Making Fasteners
AMPG can’t help but take risks — its management doesn’t know how to run machines. But these risks have enabled it to become a runaway success in its market.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
