Understanding MQL
Minimum quantity lubricant can save money, improve tool life and improve the part finish. But it may involve changes to both the equipment and the processing strategy.
Share









In a machine designed for MQL, the dosing system is integral to the spindle.

Controlling heat is an important consideration in MQL, and the process may have to be redesigned to achieve this. When this steering knuckle is machined through MQL, the part is quarantined before machining until it has sufficiently cooled.
We have all been conditioned to keep cars cool by filling the radiator with coolant. Much the same preconditioning has been applied to manufacturing, where coolant is routinely used to address the thermal stability of the machine tool, cutting tool and workpiece, and also to remove chips. But is coolant as essential to every machining process as it is to a car?
The cost of coolant is approximately 15 percent of the life-cycle operational cost of a machining process. This cost continues to rise. It includes the costs associated with procurement, filtration, separation, disposal and record keeping for the EPA. Already the costs for disposal of coolant are higher than the initial cost of the coolant, and they are still rising. Even stricter regulations are under consideration for coolant usage, disposal and worker protection. As a result of all of this, coolant in wet machining operations is a crucial economic issue. An alternative, machining with “minimum quantity lubricant,” or MQL, is gaining acceptance as a cost-saving and environmentally friendly option in place of some wet machining processes.



MQL permits dramatic cuts in coolant costs, while protecting workers and the environment. It also delivers improved tool life and surface finish—even though tool life is often the reason why wet machining is applied. MQL can deliver better life for two reasons: (1) the optimum concentration of lubrication can be specified for a given operation, and (2) silicon particle contamination suspended in the cutting fluid is eliminated.
MQL machining processes can be adapted for cast iron as well as aluminum. Challenges (all covered below) include precisely controlling lubricant mixing systems, maintaining thermal stability, choosing the appropriate cutting tools and removing the chips.
Control of Lubricant
Control over the amount of lubricant dispensed is important because different processes require different amounts of lubricity. For example, milling is a surface operation, and it requires a minimum amount of lubricity. Deep-hole drilling is a different operation requiring a different level of lubricity. And yet a third level of lubricity is required for tapping and thread cutting operations because of their high surface pressure.
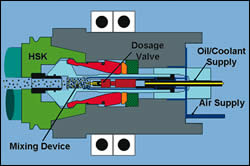
The objective of an MQL mixing system is to deliver a precise amount of aerosol. That is, the diameter of the aerosol particulates is held to a precise tolerance to maintain optimum wetting and lubrication properties. In machines designed for MQL, lubricity can be controlled using a parameter in the part program that varies the aerosol’s amount and duration. Early attempts to apply a mixture of oil and air in this way failed because demixing of the oil and air occurred at high speeds. However, new systems have proven as effective as wet operations at maintaining lubricity. One example is Cross Hüller’s “Specht Duo,” a two-spindle CNC production module built for wet or MQL operations, which features a precision dosing system. The dosing system is integrated into the motorized spindle housing.
The CNC program controls the dosing valve that provides the precise amount of lubricant. The lubricant is mixed with air to form the desired air/oil aerosol mixture. It is then fed to the cutting edge through ducts in the tool. Because of the short distance between the aerosol generation point and the cutting surfaces, optimal cooling and lubrication conditions for a given machining process and cutting tool can be achieved and maintained. The aerosol is switched off as the spindle traverses from the position of one machined hole to another. This eliminates oil buildup on the workpiece and on the surface of the machine, minimizing the need for operator intervention to clean the machine. Because the chips produced with the MQL system remain essentially dry, the need for time-consuming and costly coolant recovery operations is eliminated.
Silicon Contamination
Along with the ability to control lubricity, MQL improves tool life and surface finish by eliminating abrasive silicon particles suspended in the coolant. Aluminum workpieces contain approximately 13 percent silicon, which reduces tool life and leads to poor surface finishes. Fine aluminum/silicon particles can become suspended in wet machining coolant. While filtration systems eliminate 40-micron particles, particles smaller that 40 microns pass through the system to get recycled with the coolant.
Thermal Stability With MQL
When employing MQL, the strategies for maintaining thermal stability and part tolerances include minimizing the amount of heat introduced and compensating for thermal growth.
Changing the sequence of machining operations can minimize the effect of introduced heat. In wet machining operations, a part is normally rough machined, then finish machined. Rough machining of pockets and cavities, as well as threading and tapping operations, are all done early in the process, and then the finishing operations are run. But in MQL machining, rough machining is reduced to what is essential to distress the part. The part is finish machined before it heats up. Typically, bearing bores and dowel holes with a tight positional tolerance will be finished relatively early in the process. Then miscellaneous operations not affected by thermal aggression, such as drilling and tapping, are run after this finishing is done.
A related MQL strategy is to quarantine incoming parts until their temperature is stable. One machining process involving aluminum wheel knuckles provides an example. For this process, the parts are received directly from an adjacent foundry. A temperature probe measures the incoming part temperature. If it is too high, the parts are quarantined in a queue until they are cool enough for machining. Once the knuckles reach the desired temperature, they are loaded with the use of robotics into the machine tool for cutting operations.
If inventory is too small for quarantining of parts, an alternative is to develop a proprietary temperature compensation algorithm for a specific part. A part-specific algorithm is needed because a complex part may not expand uniformly when heated. In one example, a cylinder head was artificially heated to determine how it would expand. A lookup table was developed from this experiment and included with the part program. Based on the temperature determined by a probe, an automatic compensation was made to the position of the feature machined.
Cutting Tools
MQL processes for milling, drilling, tapping, finish cam boring and finish machining of valve seats and guides all require a lubrication duct in the cutting tools. The duct allows the dose of aerosol lubricant specified by the part program to reach the cutting edge of the tool.
As the aerosol is pumped into the ducts of the tool, any abrupt changes in the diameter of the passageways, or any blind endings, will inhibit the ability to flow freely. The aerosol will reclassify itself as a larger globule of oil, and the lubricity properties of the aerosol will be lost.
Therefore, a cutting tool used in MQL machining must include a transition for supporting the flow of MQL from the spindle to the cutting tool. The route of the duct (its branching and its changes in direction) needs to facilitate flow conditions, while the location of the duct outlet ensures that lubricant reaches the cutting edge of the tool.
Chip Disposal
There are a variety of techniques for effectively removing chips without the use of coolant. For example, stainless steel chip sheds with a steep angle eliminate chip nests; a vacuum system can recover fine mists and dust; and chip conveyors can evacuate chips from the machine. Contamination of the machine is controlled by using a responsive mixing system. This can avoid the need for manual intervention to clean chips sticking to the walls of the machine.
Implementing MQL
Removing coolant from machining presents challenges related to heat, tool life and chip removal, but certain systems and strategies can address these challenges. Heat dissipation without coolant requires a different approach to processing the part. Special tooling using lubricant ducts (as well as high-performance coatings and heat-resistant materials) is also required. Chip evacuation systems must be used as well.
In addition, optimum implementation of MQL requires an appropriately designed machine tool. Such a machine can allow the same feed rates and speeds to be used as in wet machining processes. Tool life is unchanged from wet machining. And as long as the mixing and dispersion of oil is precisely controlled, part quality is as good as or better than wet machining processes. In the final analysis, MQL machining provides an economically and ecologically reasonable alternative to the traditional wet machining process.
About the author: Ron Quaile is vice president of Cross Hüller North America (Sterling Heights, Michigan).








Related Content

How to Meet Aerospace’s Material Challenges and More at IMTS
Succeeding in aerospace manufacturing requires high-performing processes paired with high-performance machine tools. IMTS can help you find both.
Read More
Understanding Process Damping in Milling Operations
Despite the advances in modeling machining operations over the past decades, process damping remains a topic of interest, including new tool designs that increase the effect.
Read More
4 Rules for Running a Successful Machine Shop
Take time to optimize your shop’s structure to effectively meet demand while causing the least amount of stress in the shop.
Read More
6 Variations That Kill Productivity
The act of qualifying CNC programs is largely related to eliminating variations, which can be a daunting task when you consider how many things can change from one time a job is run to the next.
Read MoreRead Next

Machining Dry Is Worth A Try
Reducing cutting fluid use offers the chance for considerable cost savings. Tool life may even improve.
Read More
OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More