What Can 5-Axis Machining Do for Your Shop?
Sponsored ContentIf you haven’t looked at 5-axis machining lately, a lot has changed. Advancements in 5-axis machines, controls and software have made this technology so affordable and easy to use that it can benefit almost any shop.
Share

So you’re considering buying a 5-axis machining center? A lot of shops are moving that way these days, and for good reason. Five-axis machining is a more efficient way to produce a wide range of work, and not just extremely complicated aerospace parts. Even if you’re not machining contoured surfaces, being able to get at more part features in a single setup can pay huge dividends in reduced total cycle times, better machine utilization and improved quality. No doubt, a five-axis machine is more expensive than a typical VMC, but the value of these benefits is substantial, and they will enable your shop to more cost-efficiently produce a wider range of work.
Some shops are hesitant to step up to 5-axis machining because of perceptions that are out of date. It’s too expensive, too technically challenging, too much for their employee’s skill sets. While there has been some truth in those perceptions in the past, much has changed in recent years. All of these barriers are giving way to newer affordable technology that almost any shop can master.
Well known machine tool builder Okuma has extensive experience with 5-axis machining and has captured some of the knowledge in their 5-Axis Machining Guide. Here is their take on the state of today’s technology and why 5-axis machining may make sense for your shop.
Why 5-Axis Machining?
Five-axis machining enables machining multiple sides of a part in a single setup.
Five-axis machining is hardly new. It got its start in the 1950s to more accurately produce contoured airfoils for things like military aircraft wings and helicopter blades. And it’s continued to advance to the point where almost any 3D contoured surface can be efficiently programmed and machined with today’s 5-axis technology. That’s why it’s become the standard for a wide range of aerospace and energy applications including such challenging parts as turbine blades and impellers, and why use of 5-axis machining is growing rapidly in the die/mold industry.
What many people are surprised to find, however, is that full 5-axis contouring only accounts for a relatively small percentage of the applications. The key to growing use of 5-axis technology in general machining is the ability to access up to five sides of a prismatic part in a single setup, and to easily get at intricate workpiece features whether they are oriented normal to the primary X-Y-Z planes of the machining center or not.

Five-axis machining capabilities provides shops the ability to process more complicated, high-value parts such as this satellite component.
Even for surprisingly simple parts, this ability can have a huge impact on eliminating secondary setups and the quality issues that come from re-fixturing or repositioning a part. Eliminating setups reduces the time and cost to finish a part, and helps get better utilization of all your production equipment.
Then there are the more complicated parts. The ability to articulate the tool at any angle relative to the workpiece will save hours in comparison to orienting parts with fixturing, sine plates or other workholding rigs and save the cost that tooling as well. It also mitigates toolholder or spindle interference issues enabling more aggressive machining with shorter tools.
Full 5-Axis Machining or 3+2?
The least expensive way to get many of the benefits of 5-axis machining is with a “3+2” configuration. Here continuous machining is still done in 3 axes and the 4th and 5th axes are used simply to position the part. Some machining centers are configured this way but the more common approach is to add a third-party tilt-rotary table to a vertical machining center. To be sure this can be effective means to achieve five-sided machining, eliminating setups and special fixturing, and can be used to generate some types of “angled-plane” workpiece features. It’s often a good first step into 5-axis production machining for a shop.

A full 5-axis machine also is typically faster with quicker workpiece indexing and higher machining rates using all axes
But many shops soon find that moving up to a fully integrated 5-axis machine is more productive. For one thing, it can do simultaneous contouring in all five axes, which is necessary for some part features. A full 5-axis machine also is typically faster with the ability to reduce non-cutting time through quicker workpiece indexing and higher machining rates using all axes. It’s typically more accurate as well.
Perhaps an even more important factor is that machines that are built for full 5-axis machining typically have CNC functionally developed specifically for the process that can aid setup, simplify programming, enhance quality and improve safety. More on this below.

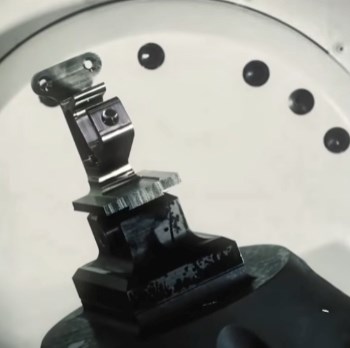
This machining demonstration illustrates the detail and speed of machining that con be executed on an Okuma MU-5000V 5-axis machining center.
Common Myths of 5-Axis Machining
There are a lot of misperceptions about the difficulty and expense of 5-axis machining. While there may have been some truth to those perceptions in the past, advancements in the machining centers, their control software and CAD/CAM systems, now allow 5-axis machining to be within reach for almost any CNC shop. Here are some of the most common myths:
Five-axis machines are too expensive — When you compare your standard vertical machining center to a 5-Axis machine, the numbers can appear daunting. That’s why it’s important to look at the big picture. Over the course of a year, what is the cost of multiple setups to finish a part, of special fixturing, of the time wasted re-fixturing or orienting parts, of scrap and of the labor consumed in these activities? What is the lost opportunity cost of not being competitive in making more complicated parts? Add it all up and the initial cost of a 5-axis machine looks very different in comparison.
Five-axis machines are hard to program — It’s much easier to bridge the gap between your existing CAM system and 5-Axis machines than you think. Widely used CAM systems such as Mastercam, GibbsCAM, Autodesk, Esprit, HyperMill, and Siemens NX have 5-axis programming capabilities that are surprisingly easy for experienced programmers to use. Many have features that allow programmers to mostly work in a more familiar 3-axis mode and then automatically generate much or all of the 5-axis code.

5-Axis autotuning performs servo tuning quickly and accurately and compensates for up to 11 geometric errors, including volumetric accuracy
Five-axis machines are inaccurate — Today’s better machines and controls do an excellent job of modeling the kinematics of each axis position within the entire machining zone. For example, Okuma’s OSP control has a feature called 5-Axis autotuning that performs servo tuning quickly and accurately and compensates for up to 11 geometric errors, including volumetric accuracy. Adjustments can be made in just 10 minutes, and it does not require a high level of skill.
Our people don’t have the skills — Actually, 5-axis machining no longer requires highly specialized trained labor. Control features like Okuma’s dynamic fixture offset eliminates the need to set the part on the exact center of rotation, often making setup no more difficult than working with a regular VMC, and much easier than using sine plates or other workholding devices to work in angled workpiece planes.
That’s not to say that no training will be required to get started in a 5-axis machining. For this, Okuma provides 5-Axis onsite training, PCNC Master and offsite training. With these programs as well as others with local education partners and distributors, the goal is to have new users making the most of their machines quickly.
Making 5-Axis Machines Easier to Use
As mentioned earlier, today’s best CNCs are packed with features that make 5-axis machines easier to set up and use. The kinematics and math of 5-axis machining can get extremely complex. But a good control will handle most of that so you don’t have to. Here are some important cases in point:
Tool Center Point Control — This function controls the movement of each axis by automatically adding the tool length offset amount to the toolpath program. It also controls the feed rate of each axis so that the tool center point moves along the part at the specified feed rate. With this function tool rotational centers don’t have to be considered when programming the part.
Dynamic Fixture Offset (3+2) — This function is a must for 3+2 machining. It allows you to set one work coordinate, and then all the others will be calculated by the CNC control. One and done…what you get is a simplified part program.
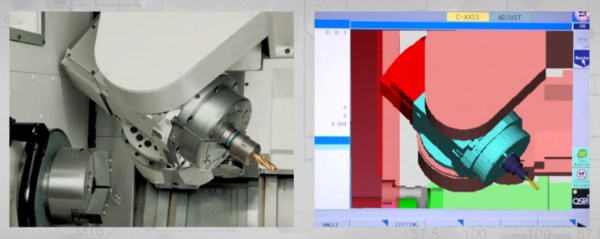
Okuma’s Collision Avoidance System (CAS) integrates 3D modeling of the machine, material, and tooling to create a virtual machine that can head off collisions before they happen.
Collision Avoidance — With the greater freedom of tool and workpiece movement in 5-axis machining, inadvertent collisions of the tool or toolholder with other workpiece features or fixture components is a legitimate concern. Okuma’s Collision Avoidance System (CAS) helps take some of these errors out of the equation by integrating 3D modeling of the machine, material, and tooling to create a virtual machine. With this data a real-time simulation of the process can be run seconds ahead of the actual cutting. Any problems are detected early, and the machine is stopped before a costly collision.
Tool Posture Control — Sometimes CAD surface data is not smooth and when it’s imported into CAM those geometry discontinuities can create undesirable abrupt angular movements in the tool path. Tool Posture Control automatically compensates for this condition which results in shorter cycle times, improved surface quality and simplified programming. And it’s easier for both programmers and operators because this function is entirely handled in background by the control.
Super NURBS — Super-NURBS projects a predetermined tolerance band on the programmed tool path that creates a spline considered to be the best fit for the job. This creates a smoother tool path in 3D machining, enabling a faster actual feed rate while maintaining required accuracy. This too shortens cycle times while creating high quality surface finishes.
There are many more features of today’s 5-axis machining and programming systems that are rendering this technology easier than ever to use. For more go to Okuma’s 5-Axis Machining Guide.



