
What Your Handbook Isn’t Telling You
Tony Schmitz, professor at the University of North Carolina at Charlotte, gives a presentation on machine tool dynamics. Learn the role that this concept plays in realizing your optimal machining center performance.
.jpg;width=70;height=70;mode=crop;format=webp)



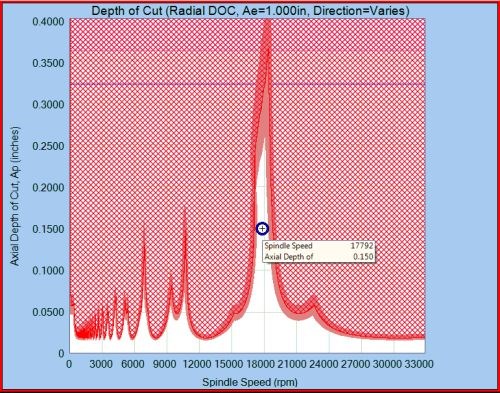
This example of a stability diagram shows how increased depths of cut that are possible within specific, narrow bands of spindle speed. Sometimes a deeper cut is possible at a higher speed than where the process is currently running.
— The best-performing speeds for a given machining process often do not correspond to machining handbook values.
— Your process might actually deliver better tool life, surface finish and/or metal removal rate if you increase the speed rather than reduce it.
After watching Dr. Schmitz’s presentation, see an example of turning up the speed in this video, and read about how one shop is applying this phenomenon to realize the most efficient performance from its own machine tools.
Related Content
-
YCM Alliance Hits IMTS
YCM Technology has joined with other like-minded machine tool manufacturers to take a solutions-based approach to manufacturing.
-
How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.








