
A Waterjet Machining Center that Fits
At first, abrasive waterjet machines were naturally at home in the fabricating shop. Today, certain models resemble a typical, fully enclosed CNC machine and they fit well in a machining job shop setting.

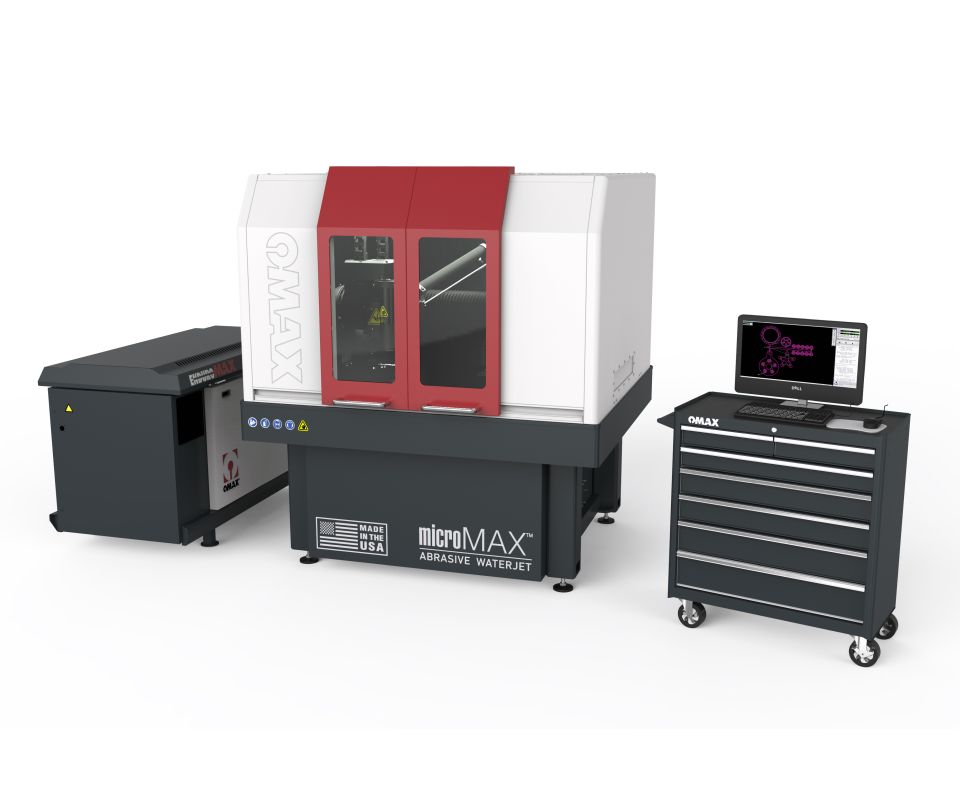
Omax believes that making an abrasive waterjet unit look a lot like a CNC machining center makes the MicroMax more compatible with the typical machining job shop setting.
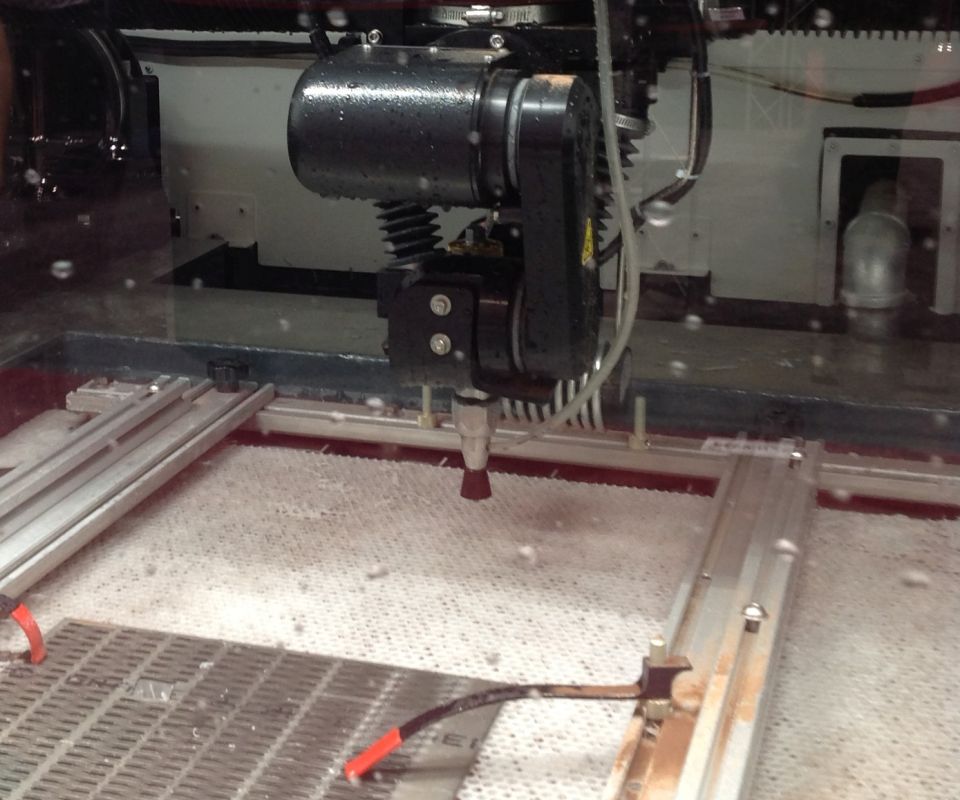
Inside the machine, the waterjet cutting head is capable of cutting a variety of materials using a high-pressure stream of water bearing an abrasive grit such as garnet powder. The stream of water can be controlled in three axes at once for cutting contours.

This sample part, a pair of tweezers cut from a 0.125-inch plate of aluminum, is intended to demonstrate the flexibility and accuracy of the waterjet process. Even on thin parts, a machine feature that compensates for the slight flare of the waterjet stream can enhance straightness of cuts.



Abrasive waterjet machines historically were found most often in fabricating shops, because the abrasive waterjet process is an attractive alternative to other means for cutting large sheets and plate. However, the capability and flexibility of waterjet machining also has proven of interest to shops primarily devoted to machining processes such as milling, turning, grinding and so on. The waterjet process is useful for precision prototyping, short runs, cutting multiple parts from stacks of material, difficult and complex cutting operations, and operations that complement more traditional CNC machines.
Encouraging this trend has been the evolutionary development of waterjet machining. The process has become more precise, easier to program, more capable of multi-axis cutting, quieter and easier to maintain. In short, waterjet machining is as likely to fit into the machining job shop as in the fab shop.



An example that provides this of this job-shop fit is the MicroMax machining center from Omax (Kent, Washington). For starters, this machine has the dimensions and appearance of a standard machining center or other precision machine tool. It is fully enclosed, with two doors that slide apart for access to the cutting zone. The worktable is approximately the same height as that of a typical VMC or precision lathe. The footprint of this waterjet machine is also similar to other CNC machine tools (roughly 6 feet wide, 7 feet deep and 7 feet high). At a glance, it might not even be recognized as an abrasive waterjet machine. An obvious clue that it is not a CNC chip-cutting machine, however, is the stand-alone high-pressure pump unit and the PC-based control system that sits atop a wheeled tool chest that also stores process-specific tools and accessories.
Of course, the inside of the enclosure reveals the machine's configuration as an abrasive waterjet unit. The work envelope is 25 inches in X, 25 inches in Y and 4.5 inches in Z. The “cutting tool” in the abrasive waterjet process is a fine, high-pressure stream of water that passes through a nozzle with a very small orifice. For cutting dense or hard materials, an abrasive powder (usually garnet) is introduced into the stream. The MicroMax is equipped with the standard Omax 7/15 Mini Maxjet 5 nozzle that can be combined with a 0.007-inch orifice and a 0.015-inch mixing tube (for introducing the garnet powder) for a positioning accuracy that the company says is less than 5 microns.
Another standard feature is the Tilt-A-Jet cutting head that automatically compensates for the tendency of the waterjet stream to flare out on tall cuts, thus creating an unwanted taper. This head enables cuts to be uniformly accurate from top to bottom. In addition, the path of the waterjet can be controlled in three axes simultaneously for 3D cutting. Top cutting speed is 100 ipm. According to the builder, the machine is designed for low vibration, control of thermal expansion and quiet operation (less than 80 decibels).
However, the main attraction of the abrasive waterjet machining process is its ability to cut stainless steel, titanium, carbon fiber, polyether ether ketone (PEEK), glass, nitinol, graphite, copper, composites, laminates and other materials, including those that are non-conductive or reflective. The process is said to leave a satin-smooth finish, with no residual mechanical stress or heat-induced changes. Fine control of the stream pressure also enables delicate materials to be pierced without distortion.
The range of applications suitable for abrasive waterjet cutting should appeal to job shops interested in being creative problem-solvers for customers, the company says. The MicroMax seems to be sized and configured to be at home alongside a range of other types of CNC machine tools in a job shop's arsenal.












Related Content

Grinding Wheel Safety: Respect The Maximum Speed
One potential source of serious injury in grinding comes from an oversight that is easy to make: operating the wheel in an over-speed condition.
Read More
Choosing a Five-Axis Machine Tool With Automation in Mind
While much focus is placed on the machinery that moves parts, the features most important for automating five-axis machining are arguably found in the machine tool itself.
Read More
How to Start a Swiss Machining Department From Scratch
When Shamrock Precision needed to cut production time of its bread-and-butter parts in half, it turned to a new type of machine tool and a new CAM system. Here’s how the company succeeded, despite the newness of it all.
Read More
Volumetric Accuracy Is Key to Machining James Webb Telescope
To meet the extreme tolerance of the telescope’s beryllium mirrors, the manufacturer had to rely on stable horizontal machining centers with a high degree of consistency volumetric accuracy.
Read MoreRead Next

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More