
Buying a Wire EDM, Part 3: Speed, Accuracy and Finish
What kind of surface finish can the purchaser of a wire EDM expect with today’s technology?
This blog post is adapted from an article by Barry Rogers that appeared in the May 2018 edition of the Machine/Shop print supplement to Modern Machine Shop.
Share










Phillips Corporation - Education
Featured Content
View More


Phillips Corporation
Featured Content
View More

This is part three of a four-part series about buying a wire EDM. For more on Wire EDM, click the links:
Find more insights about acquiring a new machine tool by visiting the Techspex Knowledge Center.



The two things every wire electrical discharge machine (EDM) user wants are speed and accuracy. Unfortunately, these objectives are usually incompatible. You don’t get speed with precision, and you can’t achieve high accuracy without also achieving a fine surface finish. Accuracy and surface finish go together. Speed and accuracy do not.
Cutting Speed, Accuracy and Surface Finish
EDM units from the early 1980s might achieve cutting speeds of 3-4 square inches per hour. With changes in machine design and power supplies, speeds of 17 square inches per hour became attainable in the 1990s. Today, with improved power supplies, working in conjunction with sophisticated adaptive controls, it is not uncommon to achieve 24, 37 and in some cases 45 square inches per hour.
The type of material and the height of the part being cut are critical as well. It is generally easier and faster to cut hardened tool steel than cold-rolled steel, for example. The harder the material the better. Typically, tool steels, carbide and special alloys have fewer impurities and lower porosity, making them easier to cut. Cold-rolled steel may contain impurities, so wire cutting is slower, and the surface finish is poorer. Although aluminum is easy to cut at higher speeds, the material is so soft that it is very difficult to get a good surface finish. Even a 30-microinch surface finish is difficult to achieve in aluminum. In contrast, it is possible to cut a 3-inch-thick carbide workpiece, with accuracies of ±0.0001 inch, and still produce a 5-microinch Ra surface finish.
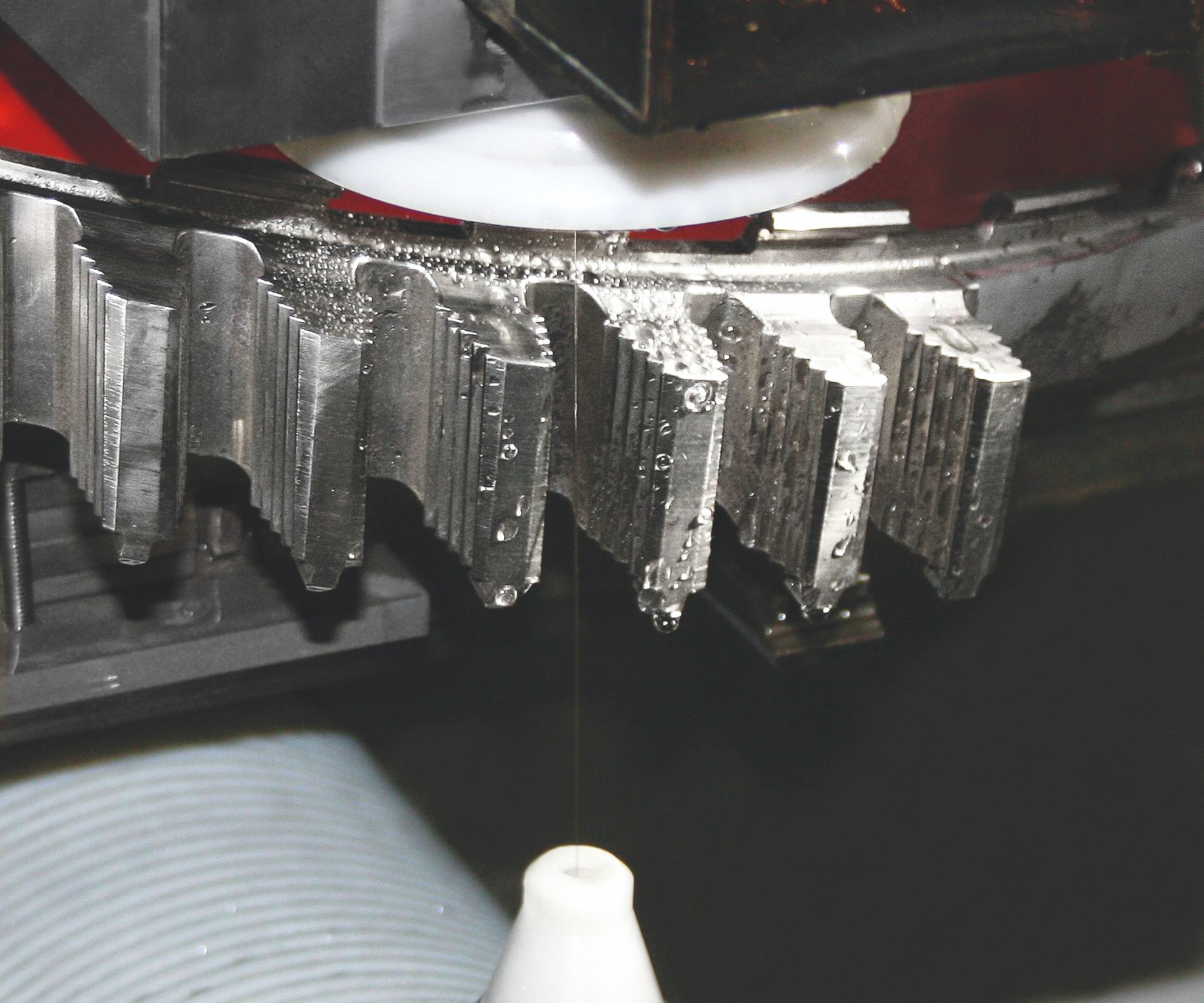
A typical wire EDM process consists of several passes, traveling at varying speeds. The first pass is generally a roughing pass designed to cut as quickly as possible, while accuracy and surface finish are less of a concern. Each subsequent skim cut travels at progressively faster speeds, takes less and less material while steadily improving dimensional accuracy and quality of the surface finish.
During the finish cuts, the tension on the wire is increased, the current is reduced, and the voltage gap narrowed, allowing the user to refine the spark and the distance the spark jumps from the wire to the part. The offset applied to the last finish pass might be as small as 3 microns. To achieve a 4- or 5-microinch Ra finish, as many as six or seven skim cuts might be necessary. Whereas the diameter of a cutting tool determines the offset in milling, the EDM controller applies a cutter comp based on the diameter of the wire. For example, if a 0.010-inch-diameter brass wire is used, the cutter comp will approach 0.005 inches plus a spark gap as the wire gets closer and closer to the part surface, and possibly finish at 0.0051 inches.
To achieve these close tolerances and super-fine surface finishes, every parameter must be properly set. The right type of EDM wire must be selected. The wire must have the right diameter and tensile strength. The power setting and tension of the wire must also be right. The condition of the deionized water and flushing arrangements must be optimized, as well.
Machining Accuracy
When attempting to hold ±0.0001-inch positional accuracy with wire EDM, the shop environment becomes a factor. For example, both steel and carbide have a thermal expansion coefficient of ~6.8 ppm per degree Fahrenheit. This means that, for every 2°F change in shop temperature, a 12-inch part could grow as much as 0.00016 inches, putting the operation over the 0.0001-inch tolerance it is trying to hold. To be successful under these conditions, a shop must be able to hold its ambient temperature within 1°F in either direction during an eight-hour period. Controlling the temperature of the dielectric solution to ±1°F also helps control the temperature of the machine and the workpiece.
The two most common machine designs use either ballscrews or linear-motion systems. In terms of machine accuracy, each design has pluses and minuses, which must be explored when choosing a wire EDM unit.
High-precision glass scales are used to negate the effects of pitch error or backlash on the linear feedback. On the best machines, high-resolution servodrives with fine increments are used to position the wire, thus improving surface finish and accuracy. Adaptive controls can compensate for thermal growth. High-speed circuitry in servomotors enables them to react instantaneously for finer control of the spark. High-peak-power supplies can now put more electrical energy into the wire, greatly enhancing productivity.








Related Content

Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
4+2 Machining Cuts Cycle Times From Days to Minutes
By moving from legacy jig bores and tilt tables to a milling and boring machine, Highland Manufacturing cut cycle times from days to minutes on high-tolerance, large-diameter parts.
Read More
Automation is for Everyone
Not just for large shops, automation can help even the smallest shops solve labor challenges and become more profitable and efficient.
Read More
A History of Precision: The Invention and Evolution of Swiss-Style Machining
In the late 1800s, a new technology — Swiss-type machines — emerged to serve Switzerland’s growing watchmaking industry. Today, Swiss-machined parts are ubiquitous, and there’s a good reason for that: No other machining technology can produce tiny, complex components more efficiently or at higher quality.
Read MoreRead Next

Buying a Wire EDM, Part 4: Dielectric Fluid & Maintenance
Removing the microscopic particles made during the wire EDM cutting process becomes a key factor in maximizing cutting speed as well as attaining part accuracy and surface finish. Dielectric fluid is the mechanism for flushing these “chips” away.
Read More
Buying a Wire EDM, Part 2: Wire Considerations
Each type of EDM wire has its strengths and weaknesses. This post reviews wire types, the importance of tensile strength and wire rethreading.
Read More
Modern Machine Shop’s 2026 Top Shops Benchmarking Survey Goes Live Feb. 1
Modern Machine Shop is proud to announce the 2026 Top Shops Benchmarking Survey, opening February 1 through March 31, 2026.
Read More