

Share









If lightning-fast downloads and streaming video are the only capabilities that come to mind when thinking about 5G, it might be time to think again, and to think more deeply.
Wireless capability that is as fast and reliable as hard-wired connections is desirable for obvious reasons. However, advantages extend beyond flexibility and convenience. At the 5G Industry Campus Europe, an expansive space for research and collaboration in Aachen, Germany, applications are redefining the role of robotics, in part by making full-power industrial arms as safe as their “collaborative” cousins. Other research, such as using workpiece- and toolholder-mounted sensors for automatic, in-process corrections for vibration and cutting-edge wear, applies 5G on the level of tool meeting metal.



Created by Swedish telecommunications firm Ericsson and the Fraunhofer Institute for Production Technology (Fraunhofer IPT), a German research institute, the campus is also a 5G proving ground on a broader scale. In addition to an expansive outdoor network, coverage extends throughout more than 20,000 square feet of indoor space, including Fraunhofer IPT’s own mock CNC machine shop. This coverage is split into multiple networks, but only for testing purposes. Conceivably, 5G could enable every robot, machine tool or virtually any other asset at even the largest factories to exchange data securely, reliably and in near-real time on a single network without any degradation in performance.
To whatever extent CNC machine shops embrace 5G, these early applications demonstrate undeniable potential for potentially dramatic shop-floor transformation. “You may be able to find other ways of accomplishing the same ends for individual use cases,” says Andreas Thuelig, Ericsson’s 5G program manager for Europe. “But if you take the view of the complete shop floor with all its devices, all its tasks and all its needs, there is no other way to bring this all together in one network with a guaranteed grade of service.”
What is 5G?
5G stands for fifth generation; that is, the latest wireless technology standard for cellular networks defined by a telecommunications industry consortium. 5G devices are defined largely by their use of higher-frequency radio waves. Higher frequencies enable transmitting larger data packets on each wave (bandwidth is higher); reducing the time required to transmit data packets back and forth between two points (latency is lower); and limiting the risk of disconnections or disruptions in the data stream (connection reliability can exceed 99.9 percent). Higher bandwidth, lower latency and greater reliability make eliminating wires and cables more practical, whether facility-wide or on the level of the individual workstation.
Many 5G sensors reliably exchanging data on the same network, with no degradation in performance, could enable a manufacturer to create a true digital twin.
Not all 5G networks are created equal. For example, near-instant video streaming is an example of enhanced mobile broadband, or eMBB. Many of the various “smart” meters and monitors that constitute the “Internet of Things” use massive machine-type communication (mMTC) networks. The projects discussed in this article (as well as mission- or safety-critical applications like remote control of surgical equipment or, perhaps one day, self-driving cars) are more demanding. Only ultra-reliable low-latency communications (URLLC) networks will do.
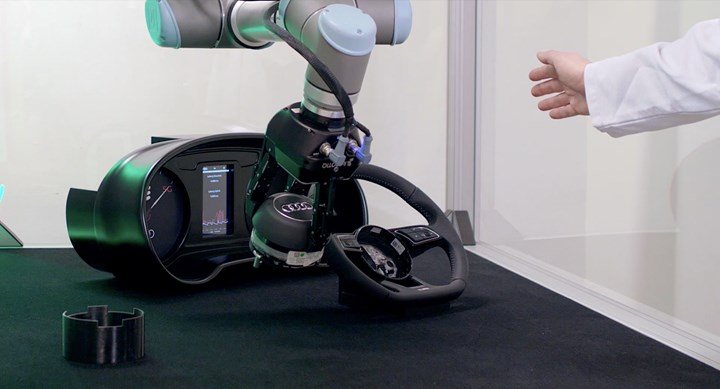
Along with a fleet of material-handling AGVs, Audi’s steering wheel assembly application demonstrates the power of 5G for transforming the role of robotics. Photo Credit: Audi
For example, research with German automaker Audi involves nomadic robot assembly cells — essentially, robots on wheels — that can be moved about as-needed to assist workers with assembly tasks. In one demonstration, a mobile robot installing an airbag into a steering wheel is not collaborative, but a fully industrial model that could cause damage, injury or worse if left unchecked. The system doing the checking is a light curtain on the open side of the cell that stops all motion when breached. This application demonstrates 5G’s potential for industry standard protocols such as PROFINET and PROFISAFE, which are extremely demanding in terms of a communication channel’s reliability and upper-bound latency, Mr. Thuelig says. “Interruptions in the assembly process should only be caused by real safety incidents to protect workers, not by late arrival of data packets or even lost data packets on your communication channel,” he explains.
With a private 5G URLLC network and the right software, toolholder-mounted sensors could potentially enable CNCs to react as the spindle turns.
Other applications at the European campus involve material-handling automated guided vehicles (AGVs) designed to mingle freely with human traffic. Reliable, real-time connections to LIDAR (light detection and ranging) sensors at intersections, and with one another, provide these systems with a level of “intelligence” that enables them to move and react faster in various “safe crossing” tests. Just as notable is the fact that an entire fleet of these AGVs can run alongside other 5G applications in the same factory, all on the same network. This is feasible thanks to two more key advantages of 5G: raw capability to support more devices, and dividing the network into subsections with bandwidth dedicated to specific applications.
Into the Workzone
A common task in CNC machining is calculating and entering offsets: parameter adjustments made to ensure the machine tool CNC accounts for the length of the toolholder, runout and tool wear when determining the location of the cutting edge relative to the rest of the workzone. Even if the task can be automated, advancing tool wear inevitably creeps into machining results before it can be detected and corrected with a new offset. However, Fraunhofer and Ericsson have proven that this need not be the case. With a private 5G URLLC network and the right software, toolholder-mounted sensors could potentially enable CNCs to react as the spindle turns.
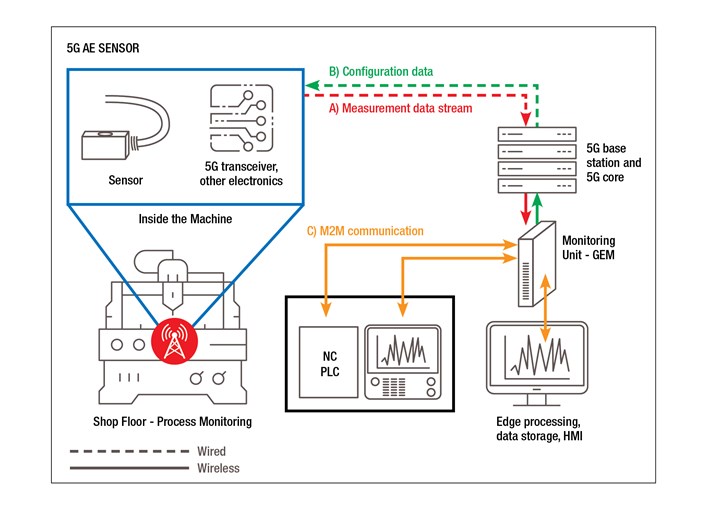
Figure 1. At Fraunhofer IPT’s mock machine shop, 5G enables using a wireless acoustic emission (AE) sensor to detect tool breakage. Such applications require machine-near solutions with low latency and fast reaction times. Here, dedicated hardware processes AE sensor data on the edge, but that unit’s functionality could also be handled in a private cloud (see Figure 2 below).
Specifically, the researchers used 5G-enabled acoustic emission (AE) sensors to measure the frequency of sound waves (generated by material deformation) that radiate up through the holder from the cutting zone. Constant analysis of the stream of data enables detecting spikes in the reading that indicate tool breakage and feeding the data back to the CNC. Researchers note that such capability can be particularly useful with small drills and milling tools.
AE sensor data might even be used to track tool wear and correct process parameters prior to the break. However, constantly correlating the current condition of a specific cutting tool with a specific “fingerprint” in the AE spectrum is reportedly a difficult task — one possibly suited for machine learning — because the fingerprint is very application-specific. The geometry of the cutting edge, the workpiece material and process parameters all affect the sensor reading. “We have used it in a simple drilling process so far, but we focused on the sensor development, and do not have extensive trials and data collection yet,” said the Fraunhofer Institute’s Niels Konig via email. “This is part of the next steps.”
There is no match for 5G’s speed, flexibility or reliability, all of which will help spread new applications beyond tradeshows and laboratories.
Whatever the result of further research, opportunities for 5G AE sensors in CNC machining include more than monitoring for tool breakage and wear. According to the researchers, material-contact detection could provide an alternative means of spindle collision control. AE sensors might also provide a new option for detecting inhomogeneities in workpiece material based on changes in cutting conditions. Yet another potential application is “gap control:” the practice of slowing the tool on approach to compensate for any “gaps” between real-world cutting conditions and the ideal conditions that process planning assumes.
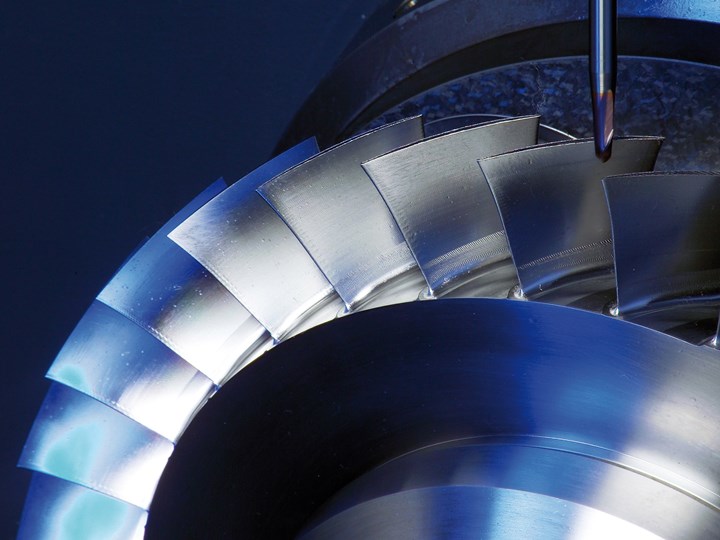
Blisks for energy and aerospace industry turbines are time-consuming and prone to rework, making them ideal candidates for near-real-time vibration compensation. Photo Credit: Ericsson
Another Fraunhofer project involved mounting 5G sensors directly onto the workpiece. In this case, researchers used accelerometers to monitor chatter (a self-inducing form of machining vibration) during five-axis milling operations on bladed disks (blisks) for turbines. The idea was to home in faster on the best parameters for a process that can take longer than 20 hours per workpiece and account for half of a blisk’s production cost. 5G delivered, showing potential to reduce average blisk rework rates from 25 to 15 percent. “You cannot get this data from the machine or control system,” Mr. Thuelig says. “You have to have sensors on the workpiece.”
Connecting the Dots
5G sensors need not be limited to AE sensors and accelerometers. For example, three-degree-of-freedom cutting-force sensors could help prevent tool deflection. Position sensors could prevent workpiece clamping errors, while thermal sensors could help prevent overheating of machine elements. Strain sensors could alert to force levels that could cause spindle deformation. Sensors on machine tools and other equipment could facilitate condition monitoring and predictive maintenance. Adding sensors could provide robot arms with new capability to interpret and react to the surrounding environment by leveraging cloud- or edge-based artificial intelligence (AI).
The underlying infrastructure for all these applications would be essentially the same as previous-generation technology (in fact, 5G is designed to coexist with 4G/LTE). In Ericsson’s Radio Dot System, data flows from shop-floor sensors to small, puck-like antennas on the ceiling (the “dots”) and then onward (via fiber optic cable) to the base station and broader shop network.
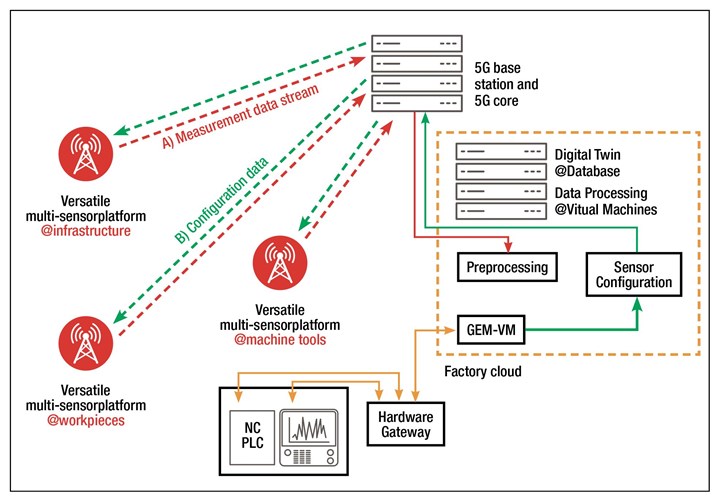
Figure 2. With the right sensor hardware in place, 5G connection and an on-premise cloud could enable reliably processing masses of data from sensors mounted on workpieces, inside machine tools and throughout the shop floor.
In the case of the toolholder-mounted AE sensors, data returns to the workstation where it was collected for edge processing on the Genior Modular (GEM) monitoring system from Marposs Monitoring Solutions. This system is wired directly to the machine tool via fieldbus connections. It also links to a separate PC that provides the human machine interface for tracking the process and storing the data for later analysis. However, documentation from Fraunhofer notes that scaling the system would likely be easier with a virtualized version of GEM monitoring system – that is, only the software component – based in a private factory cloud, with hardware “gateways” providing the direct connection to the machine tools.
Other cloud applications could be dedicated to anything from equipment health metrics to guidance information for a fleet of AGVs. It is on this macro scale that 5G becomes useful not only for production automation, but also for production logistics. For example, Mr. Theulig points out that many 5G sensors reliably exchanging data on the same network, with no degradation in performance, could enable a manufacturer to create a true digital twin of its process (that is, the virtual changes along with the reality) to empower shop managers and management systems. “Which machine is at risk of running idle because of spare parts?” he asks hypothetically. “Which assembly station is at risk to be contested? What’s going to happen next, in hours, days or weeks?”
Toward Shop Readiness
Part of the hurdle to making 5G practical for real-time machining process monitoring is hardware-related, Mr. Thuelig says. The AE sensors and accelerometers at Fraunhofer IPT were configured for the institute’s research. Each sensor, in turn, is wired to a router equipped with a 5G modem. However, research is ongoing into the development of multi-sensor platforms that will integrate accelerometers, gyroscopes, microphones, temperature and humidity sensors, as well as all the necessary electronics, into a single compact device. This presents miniaturization challenges that Ericsson’s device-making partners are working hard to solve, he says.
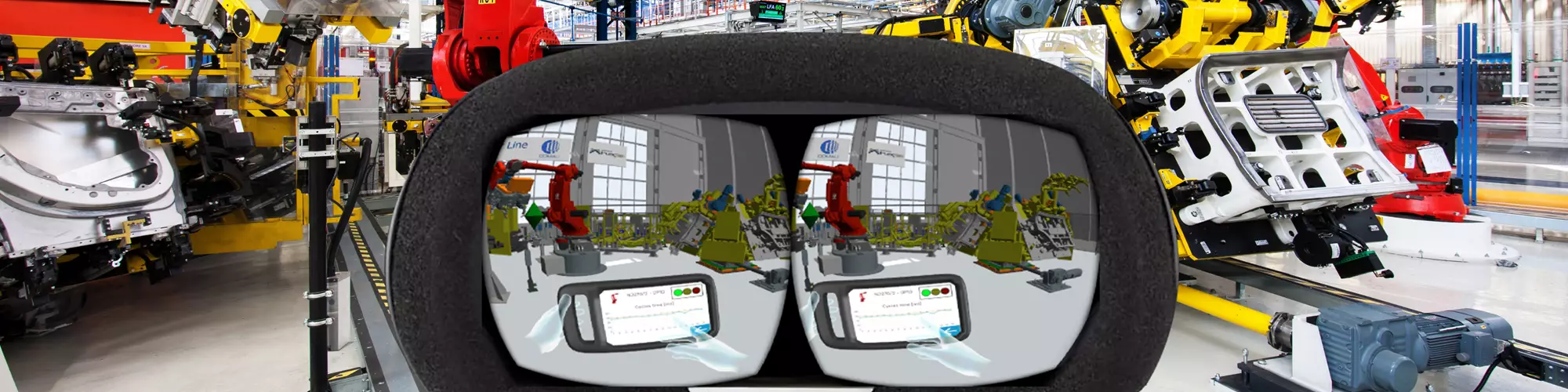
Reliable, near-instantaneous data exchange could make augmented and virtual reality more practical for more manufacturers. Photo Credit: Ericsson
Meanwhile, 5G standards continue to advance. The latest update, which includes critical functionality for URLLC networks, was just unveiled earlier this year. Also advancing are the dense networks of cable infrastructure required to support the public 5G networks that could be used to coordinate with other businesses and business units. Predictions about the future can be breathless, but the potential of 5G for manufacturing cannot be ignored. Other applications being explored include using computerized glasses or headsets to facilitate training supplemented with augmented reality. These connected devices could also be employed to diagnose sensor-equipped components inside equipment, or to make offsite facility tours (or even something more involved, like a Gemba walk) practical. Machine tools might even be tended by mobile robot arms that move from machine to machine by themselves.
In fact, machine tool builders are already working on this. For example, Makino’s 2019 EMO booth featured the iAssist, an AGV with a wireless collaborative robot on top, automatically moving tools and workpieces as needed among presetting and machining equipment in a mock cell. Such applications do not necessarily require 5G – in fact, this demo debuted at EMO 2017. However, there is no match for 5G’s speed, flexibility or reliability, all of which can help spread this and other new applications beyond tradeshows and laboratories.






Related Content

Setting Up the Building Blocks for a Digital Factory
Woodward Inc. spent over a year developing an API to connect machines to its digital factory. Caron Engineering’s MiConnect has cut most of this process while also granting the shop greater access to machine information.
Read More
The Power of Practical Demonstrations and Projects
Practical work has served Bridgerland Technical College both in preparing its current students for manufacturing jobs and in appealing to new generations of potential machinists.
Read More
Shop Reclaims 10,000 Square Feet with Inventory Management System
Intech Athens’ inventory management system, which includes vertical lift modules from Kardex Remstar and tool management software from ZOLLER, has saved the company time, space and money.
Read More
2 Secondary Coordinate Systems You Should Know
Coordinate systems tell a CNC machine where to position the cutting tool during the program’s execution for any purpose that requires the cutting tool to move.
Read MoreRead Next

Video: What Will 5G Mean for Machining?
Faster wireless data transfer could bring new possibilities to machining processes. Modern Machine Shop’s "Data Matters" columnist Matt Danford talks about the manufacturing role for 5G.
Read More
Robots Get Hand-Eye Coordination
Artificial vision, touch and intelligence help collaborative robots cope with the unpredictable.
Read More
Cord Cutting and Code Reading Make Gaging Smarter
Many companies have “cut the cord” to streamline metrology operations and data management. Barcode scanning is an additional option.
Read More