
7 Key Factors in Choosing a Grinding Wheel
The grinding wheel market is wide, but seven application factors can help users narrow the market to the wheels they need.
Share









Abrasive grains are available in a wide range of grit sizes and bonding agents. Determining which wheel is right for the job requires considering seven key factors:
- The material being ground
- Grinding pressure
- Required finish and form accuracy
- Area of contact
- Wheel speed
- Coolant use
- Machine/spindle horsepower
1. The Material Being Ground
The first thing to consider when selecting a grinding wheel specification is the workpiece material type and hardness. Is the material easy or difficult to grind? The relative ease of grinding is a major predictor of the appropriate abrasive type, grain attribute, grit size and bond type for the application.



By convention, aluminum oxide grains are used for grinding ferrous metals, and silicon carbide grains for non-metals and non-ferrous metals. Ceramic and superabrasive grains are compatible with all three types of materials, but are typically meant for specific circumstances where aluminum oxide and silicon carbide perform poorly.
With the grain type is established, material grindability determines many of the other necessary attributes for the grinding wheel. If the material is easy to grind, use a tough, durable grain. Since the material is easy to grind, grains shouldn’t break down too soon or too easily, so the whole grain can be used to maximize wheel life. A coarser grit is best for these materials, as the grains can easily penetrate the material and maximize stock removal. A harder grade (that is, a harder bond between the grains and the wheel) also corresponds to easier grinding, as the bond will prevent the wheel from releasing the grains before they are consumed.
For hard-to-grind materials, reverse these recommendations. Mild, friable grades perform better on these materials, as they fracture more easily and stay sharper. Finer grit sizes improve the ability of the particles to penetrate hard materials and form chips. Because the grits will dull and cause metallurgical damage such as burning if held for too long, soft grades are necessary to release dulled grains and expose the material to sharper ones.
2. Grinding Pressure
Users should also consider the grinding pressure, or force per grain. The higher the pressure, the more severe the operation, and the better ceramic and superabrasive grains are likely to perform. The severity of the operation also helps determine the attributes of the abrasive grain.
Tough, durable grains are able to tolerate higher levels of pressure and not break down prematurely. Coarser grits also assist the grains in holding up to grinding pressure. There may be times where distributing the pressure over more cutting points is best, but even that situation requires balance to prevent the pressure from turning the finer grains into dust. Heavy pressure also requires harder grades so grains can stay on the wheel long enough to perform the required grinding work.
In contrast, mild, friable grains perform better in light-pressure operations, since durable grains will only rub and dull. Finer grit sizes ensure that the grains can still fracture properly and self-sharpen, and softer grades release dulling grains before they begin to rub and burn the material undergoing grinding.

The unique specifications of different grinding wheels determine their optimal applications. However, factors like coolant use and the horsepower of the grinding machine can alter these optimal applications. All images courtesy of Norton | Saint-Gobain Abrasives.
3. Required Form and Finish Accuracy
Grinding wheels achieved their ubiquity due to their speed, form repeatability and ability to achieve desired finishes. When selecting a wheel, it is important to determine whether the application requires rapid stock removal or a fine finish. Equally important is whether the part will be simple and flat, or if there is a form to hold.
The required surface finish, dimensional tolerances, form holding requirements and stock removal rates factor into the appropriate grit size, grade and bond type.
For low-Ra finishes or close geometric tolerances, finer grits are helpful because they provide more points of contact between the work and wheel. This helps with precision finishes, which have a shallower scratch pattern and a lower micro-inch finish. Finer grains also aid in achieving and holding small-radius and complex forms. Coarser grits, by contrast, improve stock removal rates. Finding the optimal balance in grit size will decrease cutting cycle times.
Close geometric accuracy and form holding requires a harder grade. Harder grades enable the wheel to hold its profile longer and ensure the grains are held long enough to achieve the desired results.
This next recommendation may seem contradictory, but softer bonds are optimal for both finer finishes and higher stock removal. A wheel with a softer bond will easily release dull grains and keep newer, sharper grains in contact with the material. Sharper grains increase stock removal and improve finish by preventing dull abrasives from rubbing and burning the part during stock removal operations. Although the actual finish and stock removal rates from this operation are primarily dependent on grit size, keeping sharp grains in the grind zone benefits both.
Part requirements also determine the bond type. Vitrified wheels perform best for close tolerances and form holding, while organic and resin bonds are best for reflective and other fine finishes. Organic bonds, unlike vitrified bonds, have a little give to them. Some of the grinding forces go into the bond, reducing the chip size. Another benefit for fine finish grinding is the way organic bonds break down from the heat of the grind. They tend to hold grains a little longer, allowing them to run and dull. Planned plowing and sliding interactions that take place under these circumstances improve upon the initial scratch pattern formed during stock removal to generate a finer finish.
4. Area of Contact
Area of contact is partly related to severity of operation in that it considers the area of contact between the work and the wheel. When a wheel is applied to the work, the force applied is distributed over all the cutting points in the grind zone. The larger the area of contact, the lower the force per grain. Conversely, the smaller the area, the higher the force per grain.
Operations with a small area of contact should use tough, durable grains that will not fracture too early or suffer premature wear under higher force per grain. Ceramic or superabrasive grains may even be necessary in these operations. Finer grit sizes are optimal for small areas of contact, because in addition to providing more abrasive points at the area of contact, the relative pressure or grinding forces will be split among many grains. The high forces of operations with smaller areas of contact also call for harder-grade wheels, as these will hold their shape against premature wheel wear.
When the area of contact increases and becomes larger, such for a Blanchard segment, milder grains are more appropriate. Due to the increased number of grains in contact with the work in the grind zone, the force per grain is lower and the grains will fracture and self-sharpen more easily. Coarse grits spread the pressure into fewer grains to ensure they will continue to penetrate the work. As the risk of burning from dulled grains is higher in these operations, softer wheels grades should be used so grains release before doing damage to the part.
5. Wheel Speed
Operations’ wheel surface speeds can narrow down the bond type and wheel grade necessary to complete them. To calculate surface speed, use these equations:
Surface Speed (SFPM) = (π × Diameter (inch) × RPM) / 12
Surface Speed (m/s) = (π × Diameter (mm) × RPM) / 60000
Wheel speed determines what bond type is best for the required speed, or if a special high-speed bond might be required.
As a general rule:
- Surface speeds of 8,500 SFPM (43 m/s) and below are compatible with both vitrified and organic bonds, although most common vitrified wheels are designed for 6,500 SFPM (33 m/s) and below.
- For surface speeds over 8,500 SFPM (43 m/s), an organic bond should be used for safety reasons. As a note, some newer vitrified bonds can run at speeds over 8,500 SFPM (43 m/s), but these typically require a special rating.
Wheels will also act differently based on their speed. For every 1,000 SFPM (5.08 m/s) the surface speed changes, the wheel will act one grade harder or softer. Slower wheel speeds equal softer performance, as the higher force per abrasive particle causes the grains and bond to break down quicker. Faster wheel speeds lead to harder performance, with the lower force per abrasive particle making the grains and bond act more durable.

Coolant has opposite effects on wheels with vitrified and organic bonds. Its presence makes vitrified wheels act softer, while organic wheels act harder.
6. Coolant Use
Coolant in a grinding system affects vitrified and organic (resin) bonded wheels differently, and plans for its use must be considered when determining the wheel's grade or hardness.
If coolant is used:
- Vitrified bonded wheels will act softer because the lubricity of the coolant reduces the friction in the grind zone, keeping the grains sharper for freer cutting.
- Organic (resin) bonded wheels will act harder because the coolant reduces the heat in the grinding zone. As this heat normally softens organic wheels and allows them to self-sharpen, coolant will therefore prevent the wheel from breaking down as designed.
If no coolant is used:
- In dry operations, vitrified bonds will act harder because the grains will rub and dull more, creating more heat in the grind zone and potentially leading to burning or other damage.
- Organic (resin) bonded wheels will act softer due to the ways in which the bonds work. More heat in the grind zone will soften the wheel quicker, increasing the odds of early wheel wear.
7. Machine/Spindle Horsepower
The horsepower of the grinding machine can play a role in determining the grade of the bond or the hardness of the wheel.
- When a machine has a higher horsepower available at the spindle, harder wheel grades are wiser. The harder wheel will hold form and retain the grains as long as possible under the stronger forces. Durable grains should also be used on high-horsepower machines, as the machine will provide sufficient force to fracture them and permit self-sharpening.
- Low-power machines, or machines underpowered at the spindle, may not generate sufficient force to break the wheel down as needed. Grains dull, which can lead to burn and other surface damage in turn. To mitigate this, use softer grade wheels and more friable grains.
Choosing Between Contradictory Factors
Due to how many factors are involved in determining the starting specification for a grinding wheel, there will be situations when factors point in opposite directions. In such cases, look at where the majority of the factors are pointing, or place precedence on the most important factors for the application. For simple comparison, review the chart below:
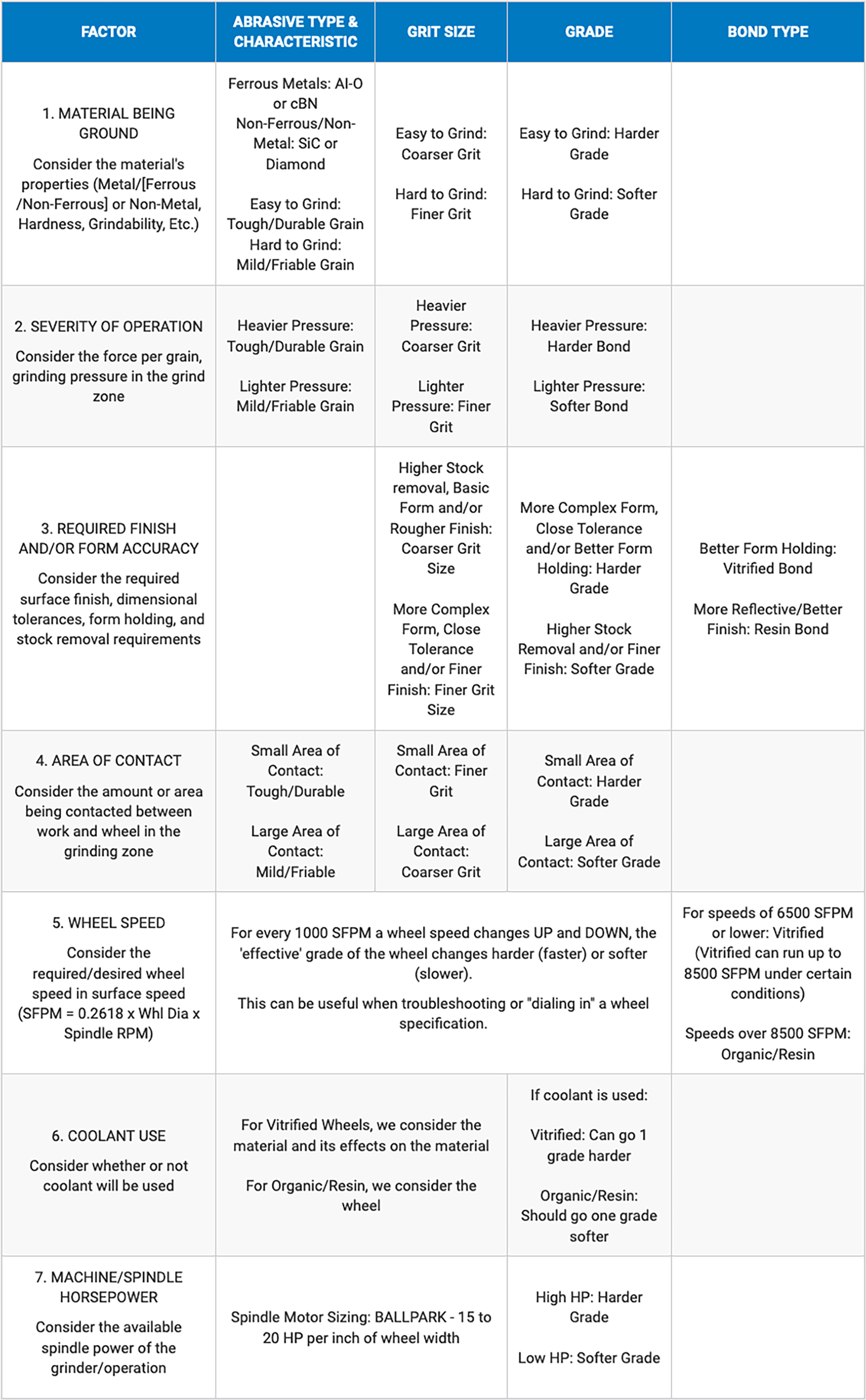
When deciding on a wheel specification for a particular operation, it is important to consider all factors. In the event that the factors conflict, the user may need to choose a key factor to determine the final specification.








Related Content

ANCA Celebrates 50th Anniversary
ANCA CNC Machines is celebrating its 50th anniversary as a global producer of CNC tool and cutter grinders.
Read More
Three Key Factors For Stabilizing a Grinding Operation
Improving throughput in grinding takes more than direct increases to material removal rate. It also requires careful consideration of the factors behind the operation’s stability.
Read More
M&M Quality Grinding Bars Support High-Volume Production
PMTS 2025: M&M Quality Grinding provides precision grinding services for a variety of materials, including titanium, stainless steel, alloys and plastics.
Read More
Is AI Ready to Tackle High-Mix Grinding? Interview with GrayMatter Robotics Co-Founder
GrayMatter Robotics co-founder Satyandra Kumar Gupta explains how the company’s AI-powered Scan&Grind system tackles weld blending, surface finishing and gate removal on metal parts — and why embodied intelligence is key to automating grinding in high-mix environments.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More