A Role For Rotary Erosion
A cutting tool manufacturer uses multitasking equipment that combines electrical-discharge grinding and conventional grinding to speed the production of diamond tools.


Multitasking equipment that combines electrical-discharge grinding and conventional grinding to speed the production of diamond tools.

The tool manufacturer first adopted horizontal wire EDM so it could enter the PCD tool market. Horizontal wire orientation, adjustable guides and five-axis motion allow these machines to produce complex, multiple-wing profile tools.

Five-axis horizontal EDM units are able to maneuver their cutting wires to access tight tool geometries.
The company uses the disc-erosion machine’s grinding capabilities to grind the secondary clearance behind a tool’s diamond tip.
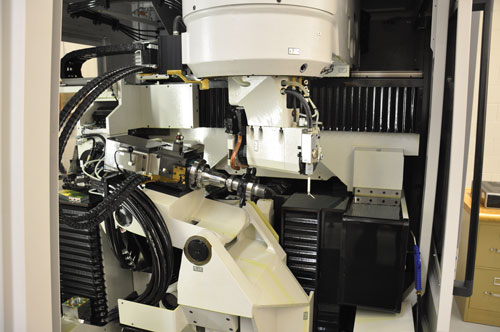
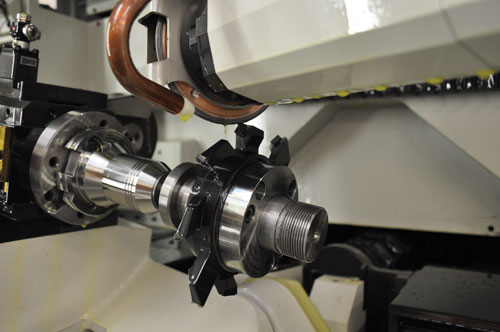
This six-axis, rotary-disc-erosion machine combines simultaneous A- and E-axis rotation to position both the rotary electrode and cutting tool during an erosion operation.
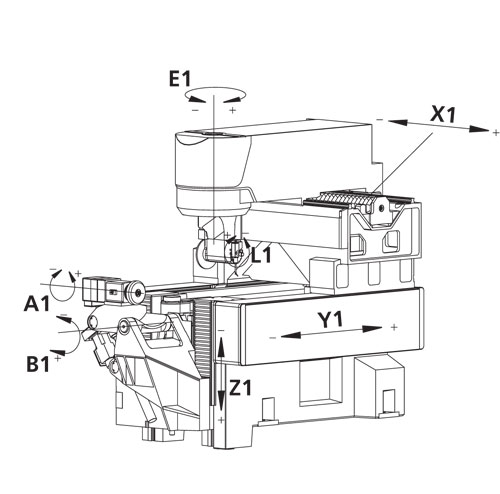
The machine offers ±30 degrees of B-axis rotation to orient the tool to the proper position and 330 degrees of E-axis rotation to angle an electrode disc or grinding wheel.

A menu-driven, graphical user interface allows fast programming at the rotary-disc-erosion machine.

This six-station tool changer can store and automatically change wheel packs for the disc-erosion machine’s electrodes and grinding wheels.

The machine uses wheel packs similar to those used for grinding machines.
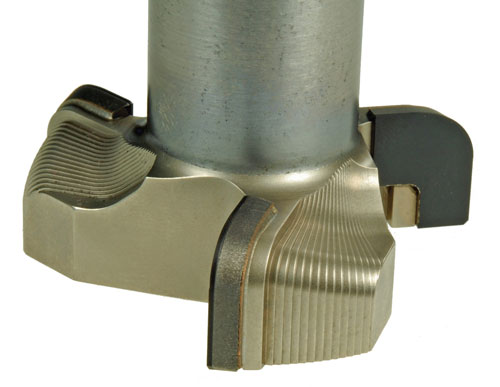
Note the difference in surface finishes between the secondary clearance on this took created via EDM...

...and the secondary clearance on this tool with a better finish created by grinding.
Share









Russ Martin and a business partner started a small saw-blade-grinding company in 1973 with a couple used Foley-Belsaw grinders purchased from an area lumberyard. His Peshtigo, Wisconsin company, which has evolved over the years to become Great Lakes Custom Tool (www.glct.com), still uses one of those original saw grinders every now and then. However, the business has changed quite a bit since those early days when saw blades were sharpened inside a humble Quonset hut situated just west of Lake Michigan.
Today, the custom cutting tools manufacturer and servicer has an orderly, well-lit 61,500-square-foot facility located a short drive away from that still-standing hut. Mr. Martin’s son Ray says what spurred the company’s growth and expanded breadth of products was his father’s push for the aggressive adoption of advanced machining technologies that began when the senior Mr. Martin became the sole owner of the company in 1992.



Ray Martin, the company’s vice president, explains that GLCT had no CNC machines until that point. The company now has 32 pieces of CNC equipment, including turning centers, machining centers, five-axis VMCs, profile grinding machines, a turn-mill, and ram and wire EDM units. This capacity allows the shop to quickly create and repair custom profile cutting tools for woodworking, plastics, composites and metalworking applications. And the company can prove-out many of its custom tool designs in a testing area that contains a C.R. Onsrud CNC router and a Weinig six-spindle moulder.
Years ago, the Martins recognized the importance of adding polycrystalline diamond (PCD) tools to complement the company’s carbide and high speed steel cutting tool products. In 2002, GLCT added its first horizontal wire EDM unit from Vollmer (Carnegie, Pennsylvania), which is specifically designed to machine diamond-tipped tools with complex geometries. It added a second such machine one year later.
The company’s most recent capital equipment purchase, a multitasking machine for producing diamond tools, is the first of its type to be installed in the Americas. The six-axis Vollmer QX D400 combines a non-contact, rotary-disc-erosion process with traditional profile grinding. The machine can erode a tool’s diamond cutting edges to their proper geometries using a copper-tungsten rotary electrode and oil-based dielectric, and then automatically swap the electrode for a grinding wheel to quickly grind secondary clearances into the carbide substrate behind the diamond. Combining these operations in one setup not only speeds the production of new tools and the sharpening of existing tools, but in some cases it improves the quality of clearance surface finishes so that material is less likely to adhere to the tools during cutting operations.
Ray Martin explained how GLCT applies its advanced electrical discharge machining technologies to produce its complex diamond tools during a recent visit to the Wisconsin company on a less-than-warm winter’s day.
Entering The Diamond Business
Carbide cutting tools have been and will continue to be a staple at GLCT. The company has the ability to twist long, continuous carbide blades needed for some of its spiral-blade tool designs and can grind as many as 8,000 carbide inserts per week. When GLCT first focused on the diamond tool market, it found producing tools via vertical wire EDM challenging. (Tool fixturing proved to be a hurdle.) So the company purchased a five-axis Vollmer QW D750 horizontal wire machine, which has adjustable guides and can create complex forms in multiple-flanked tools. Its second horizontal machine, a Vollmer QW D755, was added to accommodate bigger diamond tools.
The guides on these machines can be adjusted to widths ranging from 20 to 120 mm. The horizontal machines are able to maneuver their cutting wires to access tight tool geometries via simultaneous A-axis tool rotation and wire-guide workhead rotation in the E axis. This swiveling motion allows the wire to machine difficult axial and radial angles in one setup.
The multitasking Vollmer QX D400 disc-erosion machine, installed in November 2008, was added to complement the horizontal wire EDM process. Its electrical discharge grinding process is akin to a profile grinding. However, the copper-tungsten electrodes that are trued to shape do not touch the tools. The diamond is removed by non-contact spark erosion.
The rotary-disc-erosion machine accommodates tools with diameters and lengths as large as 400 mm. A variety of electrode diameters and widths can be used depending on the application. Small-diameter electrodes must spin faster than larger electrodes. The machine offers ±30 degrees of B-axis rotation to orient the tool to the proper position and 330 degrees of E-axis rotation to angle the electrode disc or grinding wheel. This combined movement allows the wheel to access areas of some tight-pitch tools that would interfere with the guides on the wire machines. Offline machining of a tool’s body would be needed to use wire EDM on those tools.
The machining process starts with a CAD drawing of the tool. These are either provided to GLCT or created using AutoCAD from drawings or wood samples of the needed profile. An operator accesses the drawing on a DNC-linked computer near the rotary-disc-erosion machine. Using a copy of the tool profile, a new CAD drawing is created at the computer with Vollmer’s programming software. All tool body geometry is then removed leaving behind just the insert shape, and the software creates the part program and sends it to the machine control.
An operator pulls the part program at the machine control and enters tool diameter and insert profile information as well as wheel feeds and speeds. The machine will automatically true and probe the electrode to record its actual size, and also probe the diamond tool tips before the erosion operation. The machine will also automatically true the electrode at specific times during an operation depending on the amount of use. A combination of roughing and finishing passes is typically required. For finishing operations, the wheel moves at 8 mm/min, whereas the wire machines erode at 3 mm/min.
Grinding is often performed after erosion to create a secondary clearance behind each insert’s diamond tip. This grinding operation is faster than erosion and provides an excellent surface finish. The smooth finish makes cut material less likely to adhere to the tool over time, which extends tool life.
The machine uses wheel packs similar to those used for grinding machines. These wheel packs contain the nozzles that deliver the oil-based dielectric to the wheel/tool interface. The dielectric is also used during grinding operations. The machine has a six-station wheel pack changer in addition to a changeover station for cutting tools.
Just Getting Started
Because the rotary-disc-erosion machine is still relatively new to GLCT, the company is still getting ramped up on its use. Although this is the company’s newest machine, most other machines in the shop look just as clean. GLCT strives to keep a tidy shop, and it shows. In addition to routine daily upkeep, the company shuts down every Friday afternoon for cleaning. As one customer quipped, there should be a mat at the entrance to the shop that says “wipe your feet before entering.”








Related Content

Electrical Discharge Machining in Ten Articles
This roundup of the top ten Electrical Discharge Machining articles on Modern Machine Shop covers the wide range of EDM topics.
Read More
Incorporating Automation into EDM
Adding automation to EDM can provide long periods of unattended machining or be used in a closed-loop cell, while EDM control features can automate electrode design and process parameters.
Read More
GF Machining Solutions Wire EDM Features Improved Thermal Stabilization
The Cut F 600 wire EDM features machining enhancements and functions to automatically identify and adapt wire speed during the wire EDM process.
Read More
Belmont Small-Hole EDM Features Multitasking Capabilities
The SY-4060 provides automatic depth control, three-step control of EDM parameters and conversational G- and M-code programming.
Read More