Applying Automotive Machining Lessons to Aerospace
Although motorsports are a natural focus for a shop owned by a former NASCAR driver, five-axis machining and an emphasis on process planning have opened the door to new aerospace work.


Essential elements of Ickler Manufacturing’s “preflight checklist” for aerospace machining include a sizeable five-axis machine tool, dovetail workholding, slim shrink-fit toolholders, high-end cutting tools and the latest CAM software tool paths.

Shop owner Brian Ickler shows off a housing for aircraft lighting (a part for this same assembly is visible on the Okuma MU5000V on the previous page). Although technology is important, he says the shop’s success has also depended on people—a skilled staff and the NASCAR friends and colleagues who helped him learn to machine and supplied his first real work.
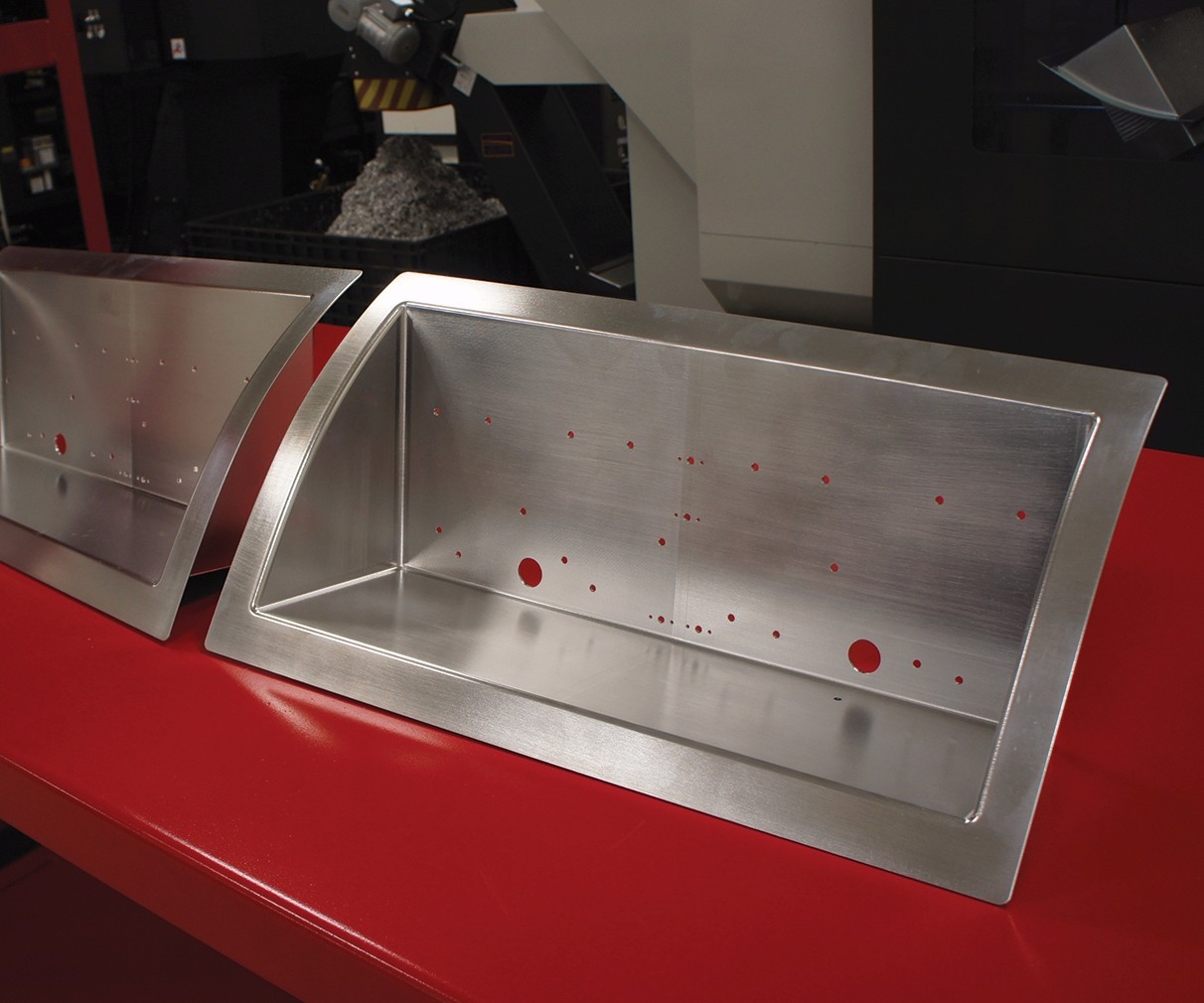
Heavy material removal is common to aerospace and automotive parts alike. Each of the blocks of aluminum that became these landing gear lighting housings weighed more than 200 pounds. More than half of that material was removed during three-axis roughing routines.

Most of the finishing for the landing gear lighting housing was conducted on the shop’s newest five-axis machining center. This shot, however, depicts a third set of operations on the older five-axis machine, which cleans up areas of the part that couldn’t be accessed in the second setup. Although this operation could’ve been done on a three-axis machine, tilting the part for cleaner results is easier on a five-axis.

Five-axis operations employ fixturing from 5th Axis Workholding that grips parts by 0.08-inch dovetails machined on three-axis VMCs, like the Okuma Genos M560V in the background.

Mr. Ickler says the CNC bandsaw that cuts workpieces to size (a Hydmech H-14A) seemed like “overkill” at first. In hindsight, he says not having to worry or expend much effort to ensure properly (and quickly) prepared workpieces has made the investment more than worth it.

Although the shop was quick to adopt five-axis technology, Mr. Ickler first learned to program in three axes before moving on to fourth-axis rotary tables. Among the first machines the shop ever purchased, these Haas VF4 VMCs are just as busy as ever.
Share









Even before 12-year-old Brian Ickler first climbed into the driver’s seat of his father’s custom buggy in the southern California desert, he knew he’d have a future in racing. More than 20 years later, however, Mr. Ickler spends more time in front of a machine tool CNC than behind the wheel of a racecar. It’s been that way since 2014, when he began making engine components that his former NASCAR competitors regularly push to the breaking point (and beyond) in their perpetual quest to shave fractions of a second from each lap.
Changing focus hasn’t meant compromising ambition. Beginning as a hobbyist before going into the manufacturing business full-time, this driver-turned-shop-owner has watched Ickler Manufacturing grow from 4,500 square feet to 14,000 square feet and from one CNC machine tool to seven in less than four years. Production revolves mostly around two five-axis models that perform both angled 3+2 operations and full simultaneous contouring, while the five-person staff helps keep all equipment (and the business in general) running as efficiently as possible.



Rapid growth has prompted the shop to set its sights even higher. More than 90 percent of the work now consists of components that propel people not around a track, but through the clouds. These quick-turnaround aerospace and defense prototypes are similar in many ways to the motorsports parts that have driven most of the Mooresville, North Carolina, company’s growth. Similar enough, in fact, that if there’s a “preflight checklist” for an effective aerospace machining process, Ickler Manufacturing looks to have checked off all necessary elements before even entering that market. “They’re jewels, too,” Mr. Ickler says about the kinds of motorsports parts that have fueled most of the shop’s success. “They not only have to function; they have to be beautiful. Doing what we’re doing now, I’m glad we didn’t start off making anything crude. It would’ve been a lot harder.”
What has changed is everything surrounding the machining, he says. Lead times are tighter, at one or two weeks compared to five or six, leaving less time for programming and setup. There’s a lot more programming to do, too, because a single program doesn’t go as far. Unlike the automotive work, the new prototype jobs call for only a few parts at most, so machines spend more time cutting distinct parts than duplicates. Contending with more parts and more programs also requires robust process documentation, particularly for sensitive aerospace and defense work.
On that last point, Mr. Ickler is the first to admit that significant challenges lie ahead. Adding a dedicated quality lab and achieving AS9100 certification, for example, will be essential for a truly secure foothold in the aerospace sector. Still, he insists that Ickler Manufacturing is more than ready. After all, working for NASCAR and Indycar teams was also a proving ground for process management, even if no one realized it at first.
Wheels Up
The reason for shifting toward a new market is simple: A healthy business is a diversified one, and NASCAR is a limited market. The aerospace sector presents broader opportunity, not to mention more revenue per part in most cases, Mr. Ickler says.
Aerospace and defense contracts also offered the advantage of an organic transition. Long, heavy roughing routines, tight radii, sculpted surfaces, smooth blends—all were commonplace for Ickler Manufacturing long before the first aerospace prototype, and the shop had experience with materials like titanium and Inconel as well. Given similarities in part geometries and materials, the shop has been able to adapt to the realities of its new competitive space largely at its own pace.
At the heart of this technological foundation is a long-standing focus on high-speed, five-axis machining. Mr. Ickler says he’s never really considered anything else, recalling time spent watching machining-related internet videos trackside, on planes and in hotel rooms while under a NASCAR contract but not actually driving. The first five-axis machine was installed about a year and a half after he wrote his very first CNC program. That’s despite the fact that the shop was already thriving on three-axis VMCs with fourth-axis rotary tables and that the primary need was capacity, not capability. Although he’d never programmed in five axes, he understood the possibilities. He’d seen it on YouTube.
Fittingly, the first paid job for the new machine came from posting a picture of it on Facebook. Since then, the sequence for most parts has been initial roughing followed by high-rpm, high-feed, shallow-cutting-depth and light-stepover machining with progressively smaller ballnose end mills. Shrink-fit toolholders from Haimer help ensure full five-sided access to workpieces gripped by 0.08-inch dovetails in fixtures supplied by 5th Axis Workholding. The advantages of this approach go beyond the direct impact and the ripple effects of reducing setups. “Even if a part could be done on a three-axis, a five-axis allows you to tilt it up 15 degrees,” Mr. Ickler says. “When you surface with ballnose tools, that leaves more of a mirror finish.”
Technology isn’t worth much without the skills to run it, he adds. For instance, after joining the team little more than a year ago, one of Chris Graham’s early contributions was developing and troubleshooting the fixturing and programming necessary to fit a large automotive oil pan on the five-axis machine.
Climbing Higher
That kind of creative programming and fixturing is critical to winning work. However, Mr. Ickler saw only barriers to fully leveraging his new programmer’s talents, and the shop would need a second five-axis machine to handle the 100-plus-part oil pan job (and similar work) without overcommitting itself anyway. As was the case with the purchase of his first five-axis, Mr. Ickler decided to prioritize more than capacity when he purchased the Okuma MU-5000V in September 2016. In addition to sporting a larger workzone (X-, Y- and Z-axis travels of 31.5 by 41.34 by 23.62 inches versus 30 by 20 by 20 inches), the machine’s double-column design prevents Y-axis overhang. In contrast, with the older C-frame machine, programmers must pay more attention to precisely where certain part features fall within the workzone. The new machine evacuates chips more efficiently, too, which is particularly important for lengthy lights-out runs.
Most importantly, it can remove more material more quickly in virtually any scenario, Mr. Graham says, citing an approximate 50 percent cycle-time reduction on the aforementioned oil pan part. That savings, from 30 hours to 14, resulted from a feed-rate boost from 75 to 500 ipm. The shop’s supporting three-axis capability has similarly improved, thanks to the installation of an Okuma Genos M560V VMC shortly after the five-axis machine. “Every five-axis needs three-axis for support,” Mr. Graham says about the machines that handle a significant portion of roughing and most secondary operations, such as cleaning up the dovetail sides of parts. “A part is really only as good as the last operation,” Mr. Ickler adds.
One notable trend to Ickler Manufacturing’s technology investments is purchasing more capability than the shop needs at the time. For instance, the H-14A CNC bandsaw that now cuts 14-inch-diameter bars to size was purchased back when most work consisted of parts smaller than 4 inches in diameter. Mr. Ickler calls it a “tendency to overbuy,” but the more he talks, the more it becomes apparent that he doesn’t really look at technology investments in this way. Consider his approach to cutting tools: “If one end mill costs $5 less than another, there’s probably a reason for that.”
The results speak for themselves. “I can’t believe there was a time when we really had to think about sawing raw material,” he says about the saw. He’s ready with a cutting tool example as well. One of the go-to cutters for various aluminum operations, a 0.5-inch-diameter, three-flute end mill from Helical Solutions with a 0.03-inch corner radius and a wiper edge, recently remained intact through three months of roughing routines on the MU-5000V.
This kind of tool life is due in part to keeping the shop’s Mastercam CAM software up to date, Mr. Graham adds. Specifically, he credits continued upgrades to the software’ Dynamic Milling tool paths for significant gains in lengthy roughing routines. The software is designed to ensure consistent cutting conditions by defining these 2D and 3D tool paths by more than just area boundaries—for example, maintaining a constant chip load by adjusting parameters in real time. Beyond prolonging tool life, Dynamic Milling enables using more of the flute without worry about burying the tool, minimizes heat buildup and improves chip evacuation.
Even seemingly basic practices like indicating parts with on-machine probes rather than manually, or keeping postprocessors updated to avoid inefficient motion, have become more impactful with a greater variety of lower-volume work. Across the board, technology and strategies that once merely improved competitiveness are now considered nothing less than essential.
Traffic Control
As for dealing with the small quantities associated with prototype jobs, “the biggest thing is planning,” Mr. Ickler says, “keeping the programming ahead of the machines.” Strategies to that end include the following:
Standardizing the process
For a shop focused on milling, perhaps the best example of standardization is the tool list. Identical cutters in identical toolchanger slots from machine to machine ensures programmers have everything they need and helps avoid confusion. “We’ve created a baseline of tools that we know will work in most scenarios,” Mr. Graham says. “We don’t want hundreds of choices. We want to know what we have, and how to use it in different situations.”
This also economizes the cutting tool inventory, a benefit for shops like Ickler Manufacturing that often use special cutters for more complex parts. In one recent example, an Indycar part required 60 individual tools during a series of simultaneous five-axis contouring and 3+2 milling and drilling routines.
Tools are far from the only focus of standardization. The shop also has standards for parameters like cusp height (0.0001 inch for most finishing). Blanks come standard in 12-foot lengths, and all receive the same 0.08-inch dovetails, which are gripped in the same fixtures whenever possible. Overall, the idea is to make not just a quality part, but an Ickler Manufacturing part, he says.
Defining everything virtually
The CAM software tool library stores information about more than the cutting tools themselves. Entries also account for specific stick-out lengths from specific holders. Even beyond the tool library, modelling every component that might play into a setup, even down to the last vise bolt, has proven critical to streamlining the programming process. “We can import things easily from machine to machine,” Mr. Graham says. “You might program a roughing routine in just a few minutes because everything’s there—the fixture, the riser, the toolholder. Sometimes you just re-associate the tool paths.”
Building lessons into the process
Mr. Graham’ use of the term “re-associate” is no accident. Machining strategies can transfer from job to job, and similar features often appear on very different parts. “It’s all about putting the right cutting tool in a good situation where it can thrive” in a particular geometry and material, he says.
Modern CAM software makes it relatively easy to store best-practice data for any future job that might benefit, and to see what exactly will happen before tool ever meets metal, he says. To that end, the shop maintains a database of parameters that work for specific cutters in specific materials. “For both seats of Mastercam, everything is set up the same way,” Mr. Ickler adds. “For a half-inch, thirty-thou bullnose in aluminum, it knows the roughing stepover, the chipload, the feed, the rpm—it’s all there. We may fine-tune it, but we know it works, we know it’s safe.” From there, he continues, finishing becomes an exercise in “picking out corners” and maintaining setup rigidity in typically thin-walled parts.
Quoting carefully
Any shop has limited capacity, but ensuring a job is a good fit is particularly important for aerospace work, Mr. Ickler says. For instance, the shop might avoid bidding on a job that requires a significant amount of electrical discharge machining (EDM), a process it doesn’t have in-house and can’t control. Some such processes, particularly various forms of surface treatment, can’t be avoided, but even then, the goal is always to complete a job with as few interruptions as possible and to avoid potentially confusing pileups of in-process work. Because workpieces tend to be expensive, Mr. Ickler often considers whether the job affords the opportunity to purchase extra raw material. That way, the order can still be met if something goes wrong. Regular communication with customers and suppliers is also critical. What is the material lead time? Does that radius dimension affect the part’s functionality? If not, is such a tight tolerance truly necessary?
Running lights-out
Programming and setup work is for the day shift; lengthy machining routines are for the unmanned night shift. Simple enough, but unattended machining is one area that’s completely new for the shop, and Mr. Ickler says it’s taken some getting used to. He adds that it’s helped in various ways with virtually all the strategies above. “You have to know exactly what your cutting tools, what all your equipment is capable of,” he says. “When will that tap break, where should the coolant nozzles be aimed, just how many chips can a machine process in the night, and how and where do they accumulate? You have to think of everything.”
A commitment to “think of everything” goes beyond unattended machining. Although he’s careful to emphasize that he has no illusions about the potential challenges to come, Mr. Ickler is confident that the same mindset that has driven the shop’s success so far will continue to do so. He already has layout planned for as many as 20 machines. Nearer-term goals include a dedicated quality lab, complete with a dedicated quality manager and a coordinate measuring machine, as well as the addition of an enterprise resource planning system for data management and tracking. The so-called “dungeon”—a back area of the shop used to store raw material and inventory—is already nearing the point where he’d be happy to invite an AS9100 auditor. “It really just needs a material cage,” he says.
As is the case with the rest of the operation, the tools surrounding documentation and traceability may change, but the foundation is already in place. “Honestly, we’re not going to be doing things much differently,” he says.








Related Content

Achieving Large Cycle Time Savings on Large-Format Parts
Aero-Tech Engineering sought a faster gantry mill to handle a growing queue of structural aerospace parts. But this machine proved even more productive than expected — and better able to handle the additional jobs its presence won for the shop.
Read More
DN Solutions and HELLER: A United Vision for U.S. Manufacturing Renewal
With new technical centers in North America and the pending acquisition of HELLER, DN Solutions is expanding service, capacity and technical support for U.S. manufacturers. In this exclusive interview, CEO WJ Kim outlines what customers can expect.
Read More
SW North America Open House Showcases Advanced Machining Solutions
SW North America hosts its 2025 Open House at its Michigan headquarters, featuring live demonstrations of the BA 322i and BA Space3 machining centers with a focus on medical and aerospace applications.
Read More
Gear Surface Texture Is More Important Than Ever
The interactions of gear surfaces are becoming increasingly important in applications such as automotive electric motor drive systems and aircraft turbines.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More