Becoming More Than The Mom & Pop Race Shop
Carney Custom Machining started with a VMC and customer base largely comprised of drag racers. Now the shop is vying to win work from other sources, and CNC turning is a big part of that strategy.

Share









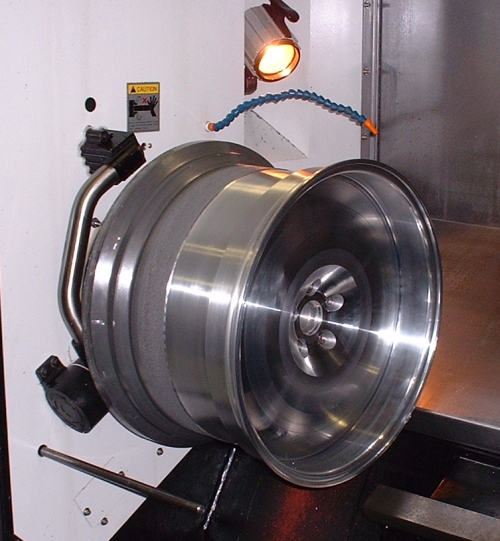
CNC turning of this large wheel…
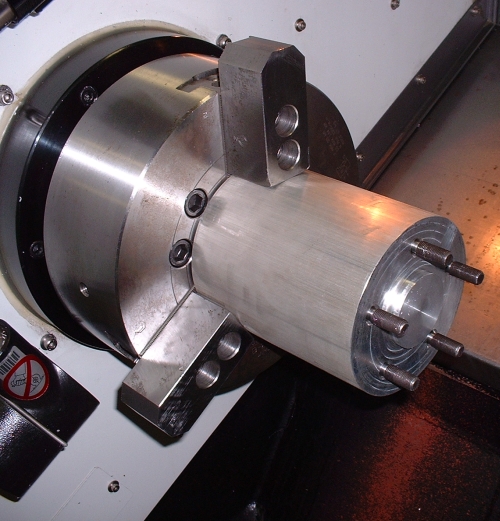
…requires a custom chuck adaptor with studs positioned to match the wheel’s bolt circle.
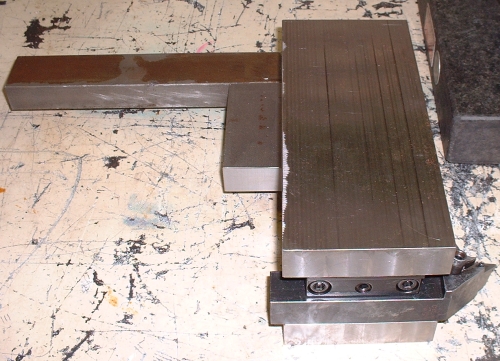
Turning of the outer rim profile requires this special right-handed tool that the shop developed. The tool’s long bar allows the large tool to install in two opposite turret stations for rigid support. The outer rim profile can’t be completed in one setup, so the wheel must be flipped around to turn the other half.

This shop is expanding its capabilities to secure work from a wider variety of sources, including mold makers and robot manufacturers.
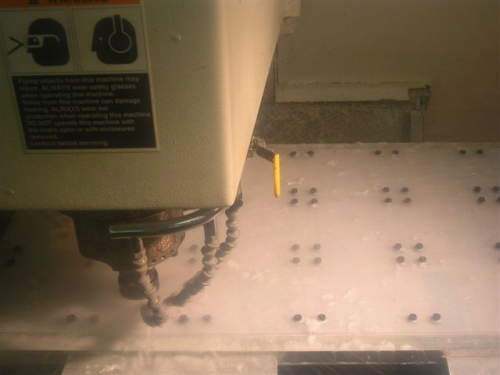
CNC vertical milling is still a shop staple. The shop uses a number of aluminum fixturing plates to allow its VMCs to machine multiple parts in one setup.

In this case, the VMC is machining a number of gear components from a single sheet of polycarbonate. The sheet is first clamped to the aluminum plate, and then four holes required for each part are drilled. Those holes accommodate bolts that will fasten each individual part to the fixturing plate as they are machined away from the sheet. The shop is able to machine 21 components from one sheet of polycarbonate.
Two prime factors spurred Dan and Nancy Carney, along with their son Brad, to start their own machine shop in the garage behind their home in Sharpsville, Indiana. One was the fact that they could serve the needs of the drag racing community of which they have been active members for many years. The other was that the manufacturing facility where they all worked was struggling and their jobs didn’t seem all that secure.
The Carneys opted to take their future in their own hands, opening Carney Custom Machining in early 2004. Initially, they specialized in supplying drag racing car builders with special one-off components such as brackets and plates that the car builders couldn’t make for themselves. In fact, the shop that now houses two VMCs, one CNC lathe, a CNC sheet metal bender and other conventional shop equipment was originally built in 1998 as the garage for a top fuel dragster team for which Dan served as crew chief. In the back of their minds, though, they knew that garage would end up being their machine shop.



Dan and Nancy both have 19 years of metalworking experience. Dan was a machinist and machine repairman, and Nancy was a model maker. Brad was also a model maker for 5 years. That experience combined with the racing acumen Dan and Brad gathered wrenching at the top level of drag racing competition contributed to their early successes. Often the Carneys were able to suggest design changes to improve component strength and/or functionality. They were also able to develop a healthy customer base by interacting with the racing community over the years.
The first machine tool the Carneys purchased was a 10,000-rpm Fadal VMC 4020, which got their business off to a good start. However, it became readily apparent that serving just one motorsport wouldn’t deliver the volume of work necessary to support the shop. So the Carneys started to reach out to other industries and markets. The addition of CNC turning played a key role in this strategy. Since purchasing their Amera Seiki T-312 two-axis CNC lathe in 2005, the shop has been able to draw work from sources such as local mold shops that don’t have CNC turning capability, robotics manufacturers and automotive aftermarket customers.
With two VMCs and one CNC lathe, the shop can’t be considered a “turning” shop. However, CNC turning has been a good vehicle for winning new work from new customers.
The Right Turn
The Amera Seiki T-312 lathe was the second machine tool the shop purchased. It has a 12-inch chuck and 12 turret stations, and it offers 30 inches of Z-axis travel. The Carneys have squeezed some big jobs into those 30 inches.
One of the keys to allowing a lathe to operate in unattended stretches is to continually deliver barstock into the machining environment until it is consumed. There are essentially two ways to do this: the barstock can be pushed into the machine using a bar feeder, or it can be pulled through the spindle using a bar puller. Given their current modest level of barstock work, the Carneys decided to go with a less-costly bar puller from Royal Products. The bar puller installs in a turret station similarly to a tool. The turret positions the puller to grip the bar with adjustable spring-steel fingers. The turret then retracts along the Z axis, bringing a portion of the bar into the workzone. Once turning and part cutoff are completed on that section, the process repeats until the bar is consumed.
The Carneys use the bar puller for mold components such as guide posts. In addition, some of the lathe work has been machining gears and sprockets that might be faced, broached or drilled and then cut from gear barstock. The bar puller pulls this spline-like barstock as effectively as solid barstock.
The T-312 lathe has a Fanuc 0i control with an optional Manual Guide conversational programming package. The Carneys opted for this package believing it would be a programming time saver, and it has been. Manual Guide automatically creates blocks of machining code as an operator inputs information related to job start; the various turning operation cycles and tool changes; and the end program. In addition, it is possible to program the lathe to machine a specific number of parts in a row from barstock depending on total bar length. The programming package also offers machining simulation to check for interferences and other problems prior to actual machining. CAD capability allows parts to be drawn at the machine control without offline CAD/CAM software.
A Big Turn
One of the Carneys’ recent jobs is a large automotive wheel for a kit car. The wheel begins as a forged aluminum blank, unlike many other custom wheels that start as two components—a rim and center section. Machining two-piece wheels is less challenging because those two components can be machined as separate pieces and then welded together.
The one-piece wheel blank is another story. First, the backside of the wheel that mounts to the axle hub is milled flat on one of the VMCs. The wheel then requires turning operations for the inner and outer rim profiles. The most effective way Dan found to fixture the wheel for turning operations was to create a cylindrical aluminum adapter to mount into the chuck. The adapter was turned to create the axle hub profile. In addition, Dan created threaded holes positioned to match the wheel’s bolt pattern and installed studs in the holes. That way, the adaptor is chucked and its hub profile indicated, and then the wheel secures to the adapter using nuts just as it would to a car’s axle hub.
The wheel’s large size—20 inches in diameter and 12 inches wide—created a tooling challenge for turning the outer rim profile (the cross section of this profile roughly resembles a wide letter “U”). Although a boring bar turns the inner rim surface, such a straight tool could not access the valley of the rim’s outer profile. So Dan created a right-handed tool that reaches around the rim’s lip (a photo of this is shown to the right). The beefy tool has a long bar that spans the entire turret diameter and locks into two opposing turret stations. This helps support the heavy tool during the cut.
Because of the wheel’s width, however, the tool cannot turn the entire outer profile in one setup. The tool is able to reach just past the center of the rim before the turret would collide with the wheel. In order to turn the other half of the rim, the wheel must be removed and reversed. After that, the wheel goes back to one of the VMCs to mill the spokes in the center section and drill the valve stem hole.
Down The Road
During my visit, the Carneys were in the process of applying epoxy paint to the shop floor. That’ll make cleanup easier, and the shop will look even cleaner than it already appears. However, a new, larger facility may be in the cards as business continues to grow. Earlier this year the Carneys added a second Fadal VMC 4020. This one has an optional 28 inches of Z axis travel to accommodate taller workpieces. They’re also considering a waterjet machine to allow them to expand into additional markets and work with a wider range of materials.
I also noted that there is a side benefit to having CNC turning and milling capability in your backyard. Dan has created a number of aluminum items for his 1948 Pontiac, such as interior door handles, knobs, engine pulleys, a cup holder, and gas and brake pedals. He’s tinkering with the idea of machining his own wheels for the souped-up, four-door cruiser. That said, he admits that it’s getting harder to find time to work on the car because the shop has been so busy. If the Carneys stay on their current path, things are likely to be even busier down the road.








Related Content

Faster Programming and Training Helps Automotive Shop Thrive
Features that save on training, programming and cycle times have enabled Speedway Motors to rapidly grow and mature its manufacturing arm.
Read More
New Coolant Designed for Automotive Parts Production
Choosing the right coolant is critical for productivity, economic efficiency and machining quality.
Read More
SW North America Open House Showcases Advanced Machining Solutions
SW North America hosts its 2025 Open House at its Michigan headquarters, featuring live demonstrations of the BA 322i and BA Space3 machining centers with a focus on medical and aerospace applications.
Read More
SW North America Multispindle Machining Centers Boost Efficiency
SW North America’s BA W06-22 and BA 322i multispindle machining centers are well suited for diverse industries, including automotive, e-mobility, medical devices, aerospace, agriculture and construction equipment.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More