Considering his 22 years of EDM experience, it’s no surprise that Jay Crumb is a central figure in the EDM department at Astro Manufacturing & Design. However, experience alone goes only so far without the proper tools. One tool Mr. Crumb uses on a daily basis to maximize unattended burn time is Esprit CAM software from
DP Technology (Camarillo, California). With an intuitive interface, adaptable post-processors and shortcuts that shave hours off programming time, the software plays a key role in keeping the machines running with as little time commitment as possible from employees, Mr. Crumb says.
Astro Manufacturing & Design purchased its first seats of Esprit about a decade ago. At that point, the company had come a long way since its founding as a small job shop by four partners in 1977. Today, the 300-employee operation is spread across five Ohio facilities. It offers services ranging from EDM, machining and fabricating to plastics forming, assembly, rapid prototyping, product design and more. With such customers as Lockheed Martin, General Electric, Philips Healthcare and Johnson & Johnson, the company works primarily within the aerospace, medical and defense industries. “Every one of our departments could be run as its own business,” says Rich Peterson, vice president of business development for Astro.
The EDM department is located at the company’s headquarters in Eastlake, Ohio, where Mr. Crumb works with more than 170 other employees. The department houses five machines from GF AgieCharmilles, one from Makino and one from Fanuc, all equipped with a different type of control. Typical workpiece materials include Ampcoloy, Waspaloy, Hastelloy, titanium, tungsten, carbides, synthetic diamond, Inconel and silicon wafer, among others.
With a cut rate measured in inches per hour, EDM is much slower relative to other machining processes. That makes it well-suited for unattended night and weekend shifts, a fact not lost on Astro Manufacturing & Design. In fact, lights-out is so important at the shop that Mr. Crumb is tasked with maintaining a minimum of 3.5 machine hours for every one EDM employee work hour.
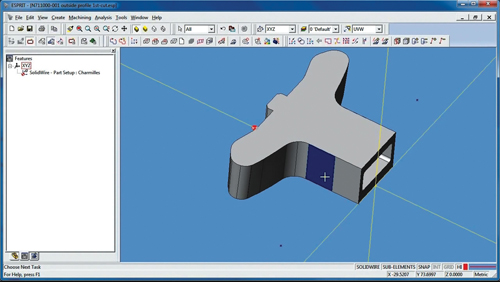
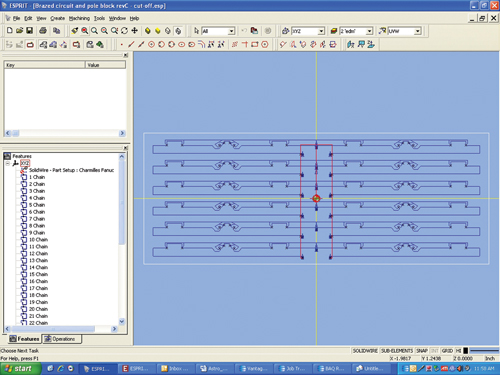
During a typical day, Mr. Crumb runs two EDM machines while preparing the others for overnight burns. One of the primary strategies he employs to boost unattended burn time is machining multiple parts, whether identical or different, on the same machine using a single program. He credits Esprit’s intuitive interface for making it easier to draw fixtures, manipulate models and perform other tasks necessary to nest parts on one machine table. Also, by providing a clear visualization of the physical workspace on any given machine, the software helps use that space wisely. “The manipulation functions—rotate, copy, mirror and so on—are very handy and fast,” he notes. “Just a couple of clicks and you’ve got what you need. I might have five different parts from five different customers on one machine, all being machined in the same program.”
One reason this capability is so beneficial is that it makes machining smaller parts easier.That’s important because parts from repeat customers, which constitute about 50 percent of the company’s work, have been getting smaller during Mr. Crumb’s six-year stint at Astro. Some components can have dimensions as small as 0.25 by 0.25 by 0.1 inch, with tolerances ranging to ±0.0002 inch. The ability to group parts on one machine not only avoids stack-up error, but also makes such smaller components better candidates for unattended night and weekend shifts. “In the past, if you had a one-time order of 10 pieces, it might not have made sense to spend the extra programming time needed to run it unattended,” Mr. Crumb explains. He adds that extra programming time is virtually nonexistent in Esprit because of the software’s ease of use.
Another significant time-saving software feature is the ability to perform both roughing and finishing operations without cutting the finished part off at the end of the cycle, Mr. Crumb says. “I can rough and skim 100 parts, then go back and cut them all off,” he explains. “With other software, you would be able to rough and skim without cutting the part off, but you’d have to go back into the G code to rearrange all the cutoffs. If you’re running a few hundred parts, that adds a couple hours to your work at the very least.”
Mr. Crumb cites a number of other benefits of Esprit, beginning with the front of the process. First, the software’s compatibility with virtually any standard brand of CAD software enables him to work directly with customer models, regardless of format, to ensure no detail is left out. After importing the model, he applies the appropriate tool path. At this point, automatic feature recognition helps determine the number and order of cuts by identifying design features and appropriate machining strategies. He adds that the software interface makes it easy to replicate any given tool path the desired number of times to cut multiple, identical parts. This is much faster than starting from scratch for each component. Finally, the software’s out-of-the-box postprocessors ensure a seamless transition to the several different types of CNCs on the shop floor.
He also cites the software’s “shift-click” propagation feature, which selects all associated geometry when he clicks on a part profile, as a significant time-saver. “Nine times out of 10, it grabs everything that you’re looking for in association with the profile you click,” he says. “It has a feel for what geometry should and shouldn’t be used.” The benefits of simplifying preparation for lights-out burns extend beyond Astro’s EDM department, Mr. Crumb says. Customers also benefit because the company passes on the resulting cost savings. For example, he notes that the hourly rate is “drastically lower” for parts produced during unattended shifts. The company uses that rate as a sales tool by offering customers a deal for higher part quantities. “If they can get 100 parts for the same price as 75, they often will,” he says.