
CAM System Proves Integral to Prototype Prove-out
Delcam for SolidWorks CAM software helped this engineering firm relied on to generate the complex tool paths for a prototype job that many machine shops dismissed as too difficult.

The finished, polished engine loaded in a truck for transport to the Miami Boat Show in February. While the company machined the bulk of the engine on its own, it had a local fabrication shop build the exhaust and intake manifold.
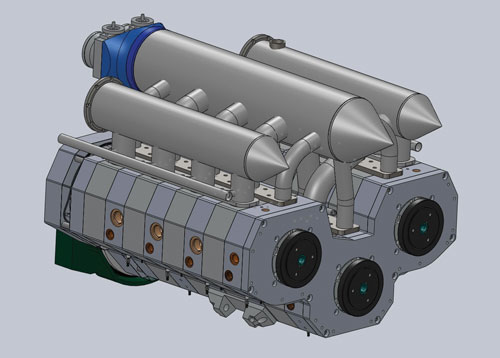
The original SolidWorks design for Stamps Engineerings’ Wankel Engine.

A divider plate for Stamps Engineering's Wankel powerboat engine. This is just one of hundreds of parts requiring complex machining operations.
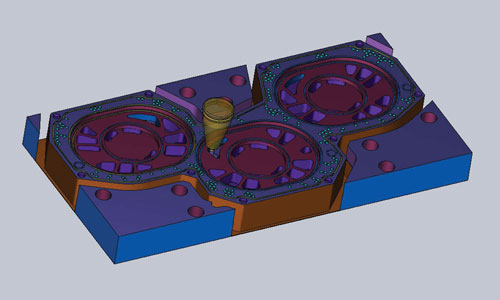
In this screenshot, Delcam for SolidWorks simulates machining operations on an engine divider plate. Simulation enabled Mr. Stamps to ensure operations were proceeding smoothly and that the part would be cut according to specified tolerances.

Here, all the components of the new engine design are laid out prior to finishing and assembly.

The engine’s inlet adapter, shown here, was cut on a VMC using Delcam for SolidWorks' feature-based machining capabilities.
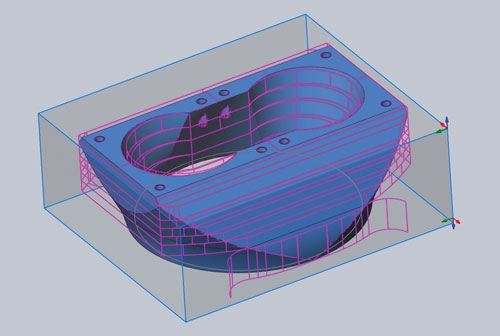
This screenshot from Delcam for SolidWorks shows the boundaries of the features used to machine an inlet adapter for Stamps' Wankel engine. According to the company, the software's feature-based machining capabilities, which automatically recognize features and apply appropriate machining strategies, were critical to producing the engine prototype within the specified timeframe.
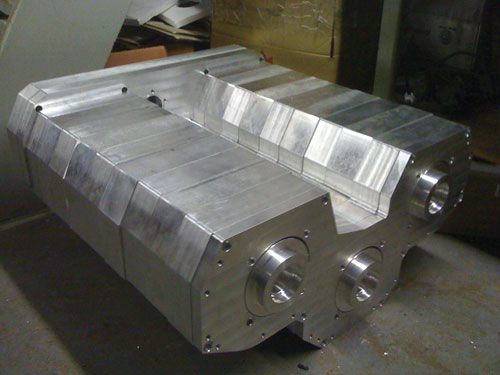
Sections of the motor were lined up as Stamps Engineering completed the bulk of the machining. The external ports still needed to be machined in the sections shown here.
Share

























Related Content

AI Creates CAD Files From Scan Data
While 3D visual scanners are useful, converting a visual scan to a usable CAD file can be a time-consuming process. With generative AI, it may be much simpler and faster.
Read More
The Smarter Way to Take Full Control of Your CNC Machine Shop
Designed to bridge the gap between CAM programmers and shop floor operators, SolidShop provides a seamless, real-time solution for managing G-code, tracking production and eliminating costly mistakes.
Read More
Large-Format Machining With Small Cutting Tools and Dynamic Motion
Napoleon Machine, a defense contractor that provides parts for the M1 Abrams tank, recently took advantage of a CAM feature that allowed the company to streamline its cutting strategies and program offline. Here’s how the shop cut cycle times nearly in half with its large-format five-axis machining operations.
Read More
Advanced Tool Paths, Simple Implementation
Programming advanced tool paths used to be a complex, time-consuming task. Canned cycles in CAM software have now made them more accessible than ever.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More