
Controlled Welding Process Joins Metal in a Flash
Manual methods were not accurate enough for joining advanced high-strength steel (AHSS), so Taylor-Winfield Technologies worked with a Rexroth distributor to devise a technique using a motion controller and hydraulic drives for better precision.

By combining a Rexroth IndraMotion MLC L45 motion logic controller with Rexroth hydraulics, Taylor-Winfield developed a welding solution for joining advanced high-strength steel that is scalable, precise and affordable, and can be adapted to various applications.
With the use of hydraulics, the “forced freeze” flash-welding process solution can be scaled to any size application without adjusting the controller.
Bosch Rexroth libraries enable LabView to connect directly to the core of the MLC for control of the complete machine, including Flex Profile, welding schedules, recipes, motion and hydraulic axis control, all on one HMI.
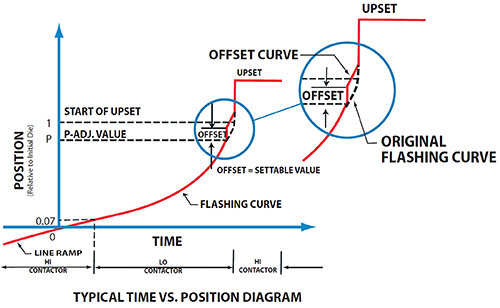
Rexroth IndraMotion MCL controller for hydraulics enables this non-standard weld curve for Taylor-Winfield’s Forced Freeze process.
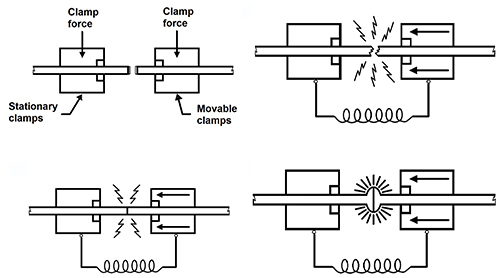
This illustration shows how the flash-butt welding process works. An electric current creates a short circuit between two pieces of metal, heating the ends to a molten state so they can be forged together into a parent-metal-quality weld.



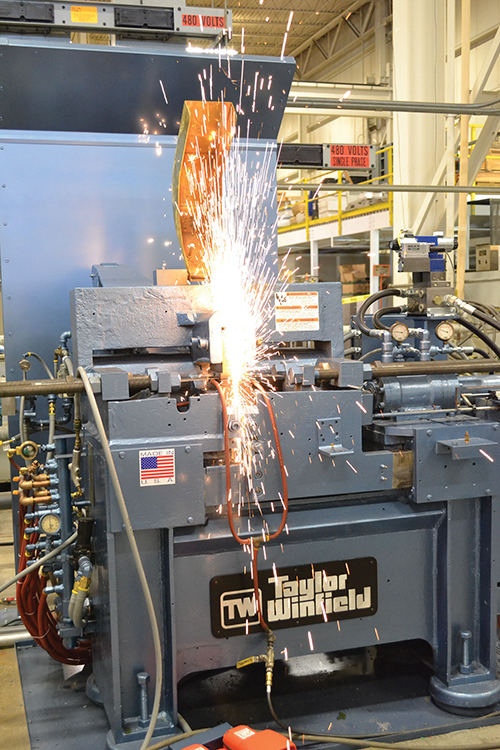
There’s a growing need for flash-butt welding in industries such as aerospace, automotive, appliance and others that require seamless joints in high-strength-metal products. There’s also a need for greater accuracy and controlled timing within this industrial process. Taylor-Winfield Technologies Inc., a welding and metal-joining technology OEM in Youngstown, Ohio, worked with Rexroth distributor Hydrotech Inc. (Cincinnati, Ohio) to devise a technique that uses a motion controller and hydraulic drives to meet these needs while becoming more cost efficient.
According to Taylor-Winfield, technological innovations have been improving productivity and quality in welding operations. This is especially true in flash-butt welding, which uses electrical resistance to heat the ends of two metal pieces and forge them together into continuous coils, wheel rims, rods, bandsaw blades and other shapes that require seamless joints at parent-metal strength.



Using early machines, the distance between the two workpieces was manually controlled during the flash-weld process. The operator would dial in the proper current, and a cam would control the speed of the moving platen, drawing the workpieces together. However, today’s advanced high-strength steel (AHSS) products need much greater accuracy and controlled timing—down to thousandths of an inch and a few milliseconds, respectively—than the manual control can provide, Taylor-Winfield says. Instead, it takes automation to precisely move the workpieces together at exactly the right speed and temperature, creating a strong, homogeneous weld.
Flash-butt welding is a two-stage process. The first stage is the “flashing” phase, in which electrical current is applied to two workpieces separated by a small gap of about ¼ inch, depending on the material. As the two workpieces are brought together, electricity arcs across the interface, and the temperature ranges from 600 to 900°F at the ends.
The second stage, known as the “upset phase,” begins once the ends reach the required temperature for the material. A moving and a stationary platen push together the two workpieces with enough force that the ends forge together. This action “upsets” the material, forcing the excess and impurities from the top and bottom of the joint. This material is subsequently removed by a trimming process to reach parent-metal thickness.
Because the flash-butt welding process removes irregularities and impurities, it can successfully join a wide variety of materials, including narrow and thick shapes, wide and thin metal sheets, and ferrous and nonferrous materials. The key to making a successful flash-butt weld is precisely controlling the moving platen and electrical current of the two workpieces, Taylor-Winfield says.
One solution is to replace the cams with electric servodrives and use multiple PLCs to control the process, but that can result in a machine that is too expensive to be widely adapted. Instead, Taylor-Winfield decided to use just one Rexroth IndraMotion MLC L45 motion logic controller to operate a proportional Rexroth hydraulic servo valve in a closed-loop automation system in combination with its patented “forced-freeze” welding process. This solution moves the workpieces together with precise accuracy and timing, can be adapted to various applications, and is a cost-effective way to join AHSS, the company says.
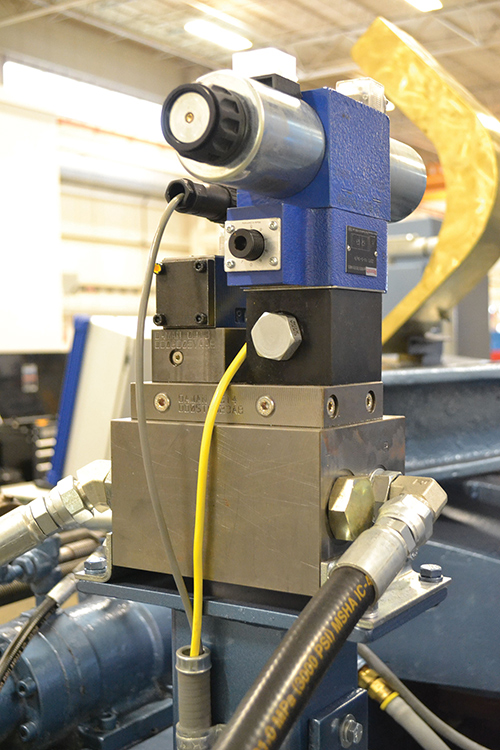
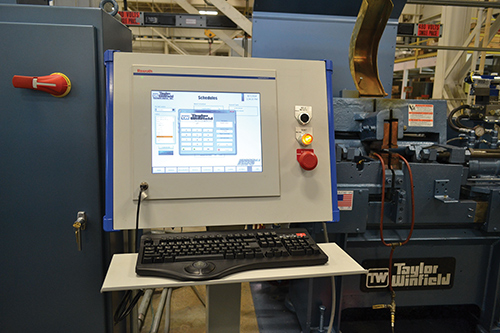
To begin the welding process, the operator loads a welding curve that depicts the logarithmic relationship between the two workpieces in terms of time and position into the controller. Then, he or she can use the Rexroth touchscreen IndraControl VPP 40 human machine interface (HMI) to select the proper weld schedule and modify the weld curve for the particular material. During the flash phase, the position of the mobile workpiece accelerates dramatically to generate forces ranging to 1,000,000 psi to forge the workpieces together. The IndraMotion MLC controller receives position signals from a transducer through a closed central loop and initiates a position change by activating the Rexroth hydraulic power unit. A Rexroth 4WRPH proportional directional valve activates a linear positioning cylinder that moves the platen containing the mobile workpiece toward the stationary workpiece. The overall weld schedule lasts from 2 to 30 seconds, depending on the material.
In flash welding, smooth acceleration of the moving platen is necessary to accurately forge together the workpieces—the platen shouldn’t freeze in position. However, Taylor-Winfield’s forced-freeze welding process purposefully advances the moving platen linearly during the flashing cycle. For example, the workpieces are offset by 50 microns for 2 milliseconds. During the offset time, the joule heating dramatically increases, similar to when the standard freeze occurs—that’s why it’s called a forced freeze. The platen movement resumes into the “upset” phase of the welding cycle to complete the process, and the additional heating improves the weld quality.
Taylor-Winfield worked with Hydrotech Inc. to develop the event-driven motion control profile for the controller. This MLC controller is loaded with Flex Profile, a motion programming platform from Bosch Rexroth that adapts segment-based cam technology to simplify defining motion segments for electronic and hydraulic motion control tasks.
According to Hydrotech, one of the benefits of using the IndraMotion MCL is that programming is exactly the same for hydraulics and servodrives. The Flex Profile function provides an object definition that enables translation of the traditional cam-based model and its associated cam tables to a schedule-based, event-driven model. Hydrotech worked with Bosch Rexroth hydraulics experts to create a motion profile for the hydraulics used in the forced-freeze process.
Taylor-Winfield says the integration of the IndraMotion MLC for hydraulics platform with Rexroth hydraulic components enabled it to achieve the required accuracy and precision necessary for its flash-butt-welding applications. Moreover, the forced-freeze flash-welding process can be implemented on new machines and can be added to existing flash-welding machines as a controls upgrade. Additionally, with the use of hydraulics, the solution can be scaled to any size application without adjusting the controller.












Related Content

Understanding G27, G28, G29 and G30
Take a closer look at these reference position commands.
Read More
Tips for Designing CNC Programs That Help Operators
The way a G-code program is formatted directly affects the productivity of the CNC people who use them. Design CNC programs that make CNC setup people and operators’ jobs easier.
Read More
From Tradition to Transformation: Century-Old Manual Machine Shop Adds CNCs
After 122 years of working with manual mills and lathes, this fifth-generation shop acquired assets of a local CNC machining business and hired the owner. Here’s how it’s going a year later.
Read More
7 CNC Parameters You Should Know
Parameters tell the CNC every little detail about the specific machine tool being used, and how all CNC features and functions are to be utilized.
Read MoreRead Next

Obscure CNC Features That Can Help (or Hurt) You
You cannot begin to take advantage of an available feature if you do not know it exists. Conversely, you will not know how to avoid CNC features that may be detrimental to your process.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More