
Cutters Compress To Effectively Machine Composites
The combined up-cut and down-cut spiral flutes on these cutters compress layered composites to prevent delamination during machining.

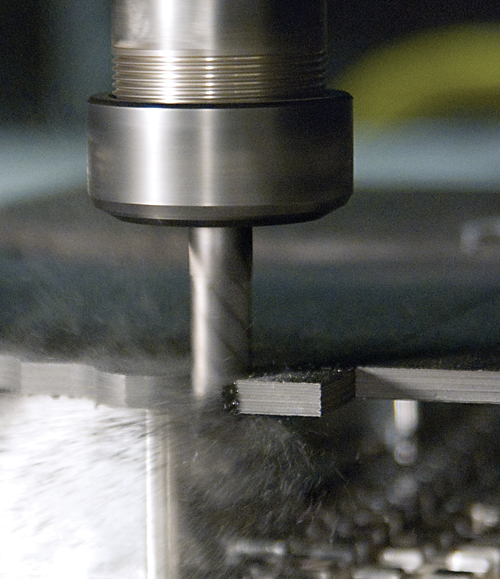
Abrasive, layered composite materials present special machining challenges.
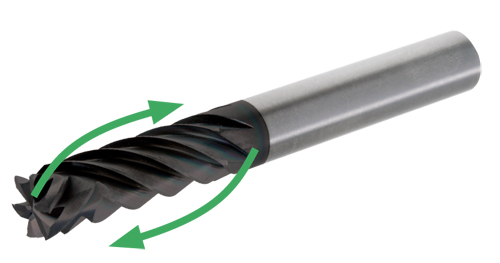
This cutter has both up-cut and down-cut spiral flutes that compress the layers of composite materials during milling operations, preventing delamination at the outermost layers and also between inner layers.
Share









Designers are increasingly using carbon fiber reinforced plastic (CFRP) and other composite materials for critical aerospace, automotive and wind turbine components. They appreciate composites because those materials are strong, light and thermally stable. Machinists, on the other hand, sometimes struggle to effectively mill and drill composites because the materials possess atypical properties that require special machining practices.
For example, composites are highly abrasive, which means cutting tool life can be quite low. In addition, the low-thermal-conductivity materials do not produce sizeable chips that carry heat away from a workpiece during machining. Thus, the wrong tool (or a worn one) can cause the material’s resin to burn or melt, damaging what is often a costly workpiece at that stage of production. And because composites consist of layers of fibrous material bound by resin, they are prone to delamination and splintering as they are machined.



Onsrud Cutter, a member of the LMT Group, offers six-flute composites cutting tools with specific geometries and coatings to overcome these machining challenges. The company’s “compression cutters” have intersecting up-cut and down-cut spiral flutes that push individual composite layers together during machining to prevent the layers from separating from each other. This action prevents delamination from occurring at the outermost material layers. It also averts delamination of inner layers, which can be a less noticeable workpiece imperfection.
The tools feature high positive rake angles to deliver sharp, clean cuts that minimize heat to prevent resin from burning. Similarly, a full eccentric relief angle prevents the edges of a tool from rubbing as they cut to reduce machining heat. A diamond film (CVD) coating over a carbide tool substrate offers protection against the wear caused by highly abrasive composites, extending tool life.
The company currently offers these tools as customs, but a standard product line will be available in 2010. This standard line will initially be offered in 3/8- and 1/2-inch-diameter versions, but other sizes are likely to be added.
Related Content
-
Briquetting Manufacturer Tools Up for Faster Turnaround Times
To cut out laborious manual processes like hand-grinding, this briquette manufacturer revamped its machining and cutting tool arsenal for faster production.
-
Maximizing Milling Operations With the Right Cutter
Selecting milling cutters that are suited to the task at hand can reduce cycle times, improve part quality and save money. Here’s where three milling cutters excel.
-
Measuring Torque, Thrust Force for Smart Drilling Operations
To monitor drilling operations for smart manufacturing solutions, torque and thrust force can be measured.








