
Data-Driven Manufacturing Scales Down
An automatic gaging station demonstrates the potential of shopfloor connectivity at the level of the individual machine tool.


Showcased at the Indian Metalcutting Machine Tool Exhibition (IMTEX) trade show in Bengalaru, India, this SmartCorrect gaging station uses a rotating turntable fixture and digital probes to check profile accuracy and find the point of maximum ovality on the circumference of this engine piston, which must be within 88 to 92 degrees from the centerline of the piston pin. Measuring each part and automatically calculating and feeding tool-wear offsets to the lathe CNC prevents measured features from trending out of specification over the course of the production run. Loading and unloading these systems by robot can further reduce the need for people.
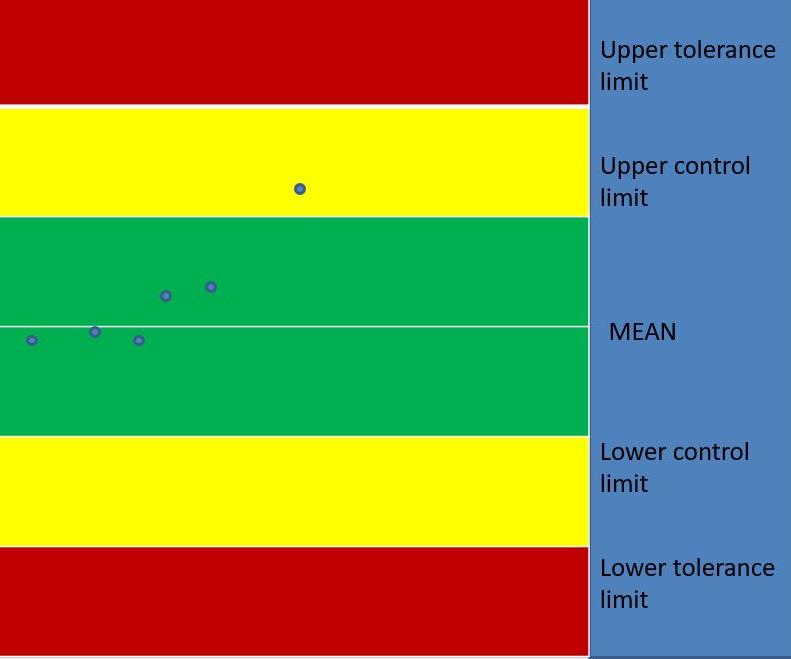
Whenever the process mean—the average of the last three measurements of a machined feature—strays outside the control limits, the system feeds an insert-wear offset adjustment to the CNC. The same measurement on the next part will be closer to the center of the tolerance band.
Share









Data-driven manufacturing does not have to be overwhelming or complex. Simple feedback loops from a measurement instrument to a CNC can provide a means for skills-strapped manufacturers to ensure quality parts with minimal involvement from shop personnel.
This was my thinking upon encountering an automatic gaging station that calculates and corrects turning insert wear offsets in real time. Available from Marshall Automation America Inc., the new U.S. arm of Indian machine tool builder Marshall Machines Ltd., SmartCorrect is designed to ensure defect-free, high-production turning in environments where skilled machine operators and inspectors are scarce. In a recent conversation, CTO Gaurav Sarup detailed how the system works.



Dedicated to specific parts and part families, each gaging station is configured with custom fixtures and digital measuring tools from companies like Heidenhain and Marposs. Various moving elements manipulate parts and probes alike to automate measurements that might otherwise be taken by hand. In addition to labor cost savings, both at the machine and potentially in downstream quality control, this physical automation eliminates the risk of mistakes like using the wrong measuring tool, using the right tool in the wrong way or using an uncalibrated tool.
From there, data-driven automation addresses two other common mistakes that lead to part defects. One is analysis of the inspection data. As inserts wear, measured features tend to trend larger, eventually reaching the limit of the specified tolerance. Generally, people track these measurements and periodically adjust tool-wear offsets to maintain specifications from part to part. Poorly calculated or poorly timed offset corrections can lead to scrapped parts, scrapped tools, or even a damaged machine, among other costs and delays.
SmartCorrect automates offset calculation. However, this is possible only after a person does the work for 250 to 500 parts because the system must “learn” the extent of the variation within the process. Specifically, it must analyze enough data to calculate upper and lower control limits: thresholds that indicate when the measured part feature is trending too close to the upper or lower tolerance limit. The measurement that must cross the threshold to trigger an offset correction is the process mean: the average of the three most recent measurements. When this moving average strays into the zone between control limit and tolerance limit, the system calculates a new offset and sends it to the CNC for an automatic update. Subsequent parts stay in tolerance with no need for human input or even supervision.
The third error that causes part defects—entering the wrong data into the CNC—is nonexistent due to the gaging station’s direct connection with the lathe CNC (or two lathe CNCs, if the user desires). When purchased with Marshall’s own equipment, the gaging station is hardwired to the CNC. Offset update and calculation is performed by the company’s CLAP (Closed Loop Auto-Corrected Production) technology. For other lathes, the company generally recommends integrating Autocomp software from partner Caron Engineering. Connecting via Ethernet cable, this Windows-based system offers the same functionality as CLAP except calculation of the control limits, which must be entered manually.
All measurement and correction data is saved into a file for later analysis. Measurements can also feed into Marshall’s SmartInsert system, which derives the extent of insert wear to ensure it is changed only when its useful life is over. Autocomp provides similar tool life optimization for gaging stations connected to other builders’ equipment.
Available only on the company’s own machines is SmartChek, which provides health monitoring that is focused purely on the lathe’s spindle and two-axis assemblies. This system generates a daily digital health report to determine any deviations in terms of vibration, motor load or other parameters.
Overall, this automatic gaging station shows that data-driven manufacturing is possible without extra work, information overload or extensive and expensive storage and analysis capacity. Opportunities can also be found at the level of the individual machine tool.








Related Content

Enhancing the Shop Floor with AI
How can AI and digital twins use data gathered on the shop floor? Learn how these digital tools can improve efficiency through programming, maintenance, sustainability and more.
Read More
Making Machine Monitoring Matter
After seven years of inconsistent use, Pindel Global Precision needed to rethink how it used machine monitoring. From there, one change led to a 35% increase in utilization on its Swiss-type machines in three months.
Read More
Blueprints to Chips: CAD/CAM Tips and Tricks
This collection of articles delves into the latest CAD/CAM innovations, from AI-driven automation and optimized tool paths to the impact of digital twins and system requirements.
Read More
Easy-To-Install Data Acquisition System for Real-Time Monitoring Across Brands
cnSEE from All World Machinery Supply combines easy installation and monitoring across multiple machines.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More