
Deburr Small Parts With Swarming Stainless Pins
This deburring system uses magnetism to excite small pins that remove light burrs from small, non-ferrous parts.
.jpg;width=70;height=70;mode=crop;format=webp)



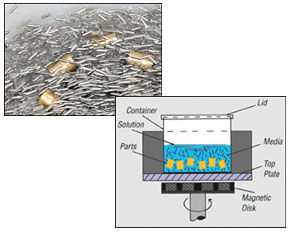
This deburring method uses magnetism to spin and swirl tiny stainless pins to remove light burrs on non-ferrous parts.

Holes can be deburred using pins that have a smaller diameter than the holes.
Shops producing small, precision parts are just as concerned about how to effectively deburr their parts as they are about how to machine them. Medical manufacturers, in particular, have zero tolerance for burr-ridden components.
Burrs on such small parts are often removed using labor-intensive hand deburring, as tumbling or vibratory equipment may not be efficient. A magnetic deburring system, available from Earth-Chain USA (Indianapolis, Indiana), provides batch deburring of small parts in as little as 10 minutes. Called the Spinner, it uses magnetism to rotate parts and spin 5-mm-long stainless steel pins in a swirling, soap-based deburring solution. Excited by the magnetism, the tiny, frenzied pins reach part features that traditional tumbling media often can't reach. This system removes light burrs from small parts made of aluminum, brass and beryllium copper, but can also deburr stainless steels and titanium if the burrs aren't too heavy.



So what's a "light burr?" As a general rule, it's any burr that can be removed with one's fingernail. These burrs will typically have a minimal thickness at the burr root, which is the area where the burr attaches to the parent material.
To start a new deburring cycle, the machine's plastic container is filled with enough pins to blanket the bottom. The deburring solution and parts are added next. As the cycle starts, the container holding this deburring soup remains stationary. Below the container, the rotating, alternating-polarity magnetic disk causes the pins to spin as a result of the continuous polarity change. The disk's rotation also imparts a whirlpool effect to the mixture of agitated pins and parts. Light burrs are removed as the pins impact the parts. While the pins contact the parts with sufficient force to remove burrs, the force is not so significant that it damages the parts. After the deburring cycle is completed, a strainer is used to separate parts and pins.
The deburring pins are available in diameters from 0.2 mm to 1.5 mm. Pin diameter is chosen based on desired deburring aggressiveness. Depending on the material of the parts being deburred, the pins can last between 3 to 5 years. Because the pins do not break down during the deburring process, sludge does not develop in the deburring solution and secondary part washing is unnecessary.
Blind, through- and cross-holes can be deburred as long as the pin diameter is smaller than that of the hole. Pins will not become lodged in blind holes, as the magnetic action that pushes the pins into the holes also pulls them out of the hole. Similarly, threaded features may also be deburred by using a pin diameter smaller than the thread pitch.
Related Content
-
Trumpf Deburring Tool Provides Repeatable Accuracy
The TruTool TKA 1500 edge milling tool is now available with a new cutting mount and guide fence for increased applications and safety.
-
Ingersoll Rand Offers Two New Belt Sanders for Smooth Finishes
Ingersoll Rand’s 360-313 and 360-418 Pneumatic Belt Sanders work effectively on metal, plastic, fiberglass, wood and other materials.
-
How to Accelerate Robotic Deburring & Automated Material Removal
Pairing automation with air-driven motors that push cutting tool speeds up to 65,000 RPM with no duty cycle can dramatically improve throughput and improve finishing.








