How to Hone an Atypical Aluminum Alloy
Hypereutectic aluminum used for engine blocks contains silicon particles that must be exposed during cylinder honing. This can be done using a cushioning, elastomer honing tool that allows individual abrasive particles to “bounce” over the silicon particles.
.jpg;width=70;height=70;mode=crop;format=webp)
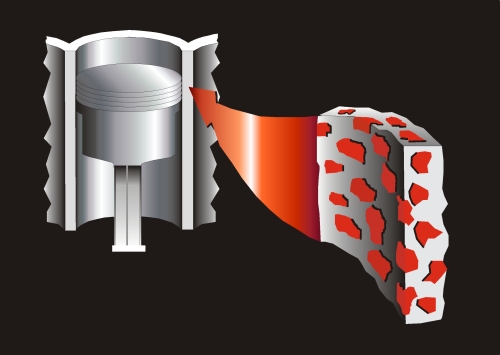
An elastomer-based honing process for hypereutectic aluminum exposes silicon particles in the material to present a glass-like cylinder surface to sliding piston rings.
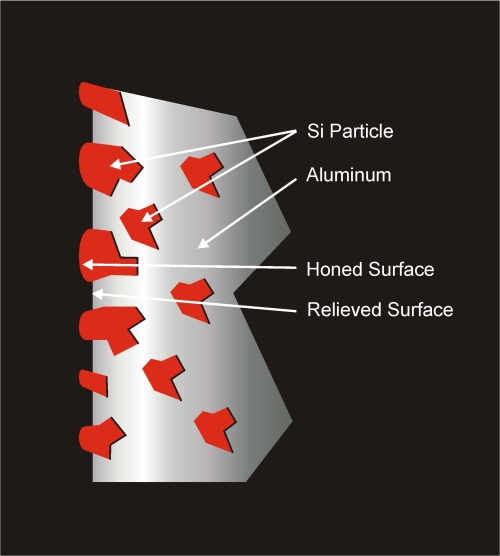
A properly honed hypereutectic aluminum cylinder has undamaged, rounded-edge silicon particles that protrude 0.5 micron above the base material. This surface finish is made possible using an elastomer-bond abrasive that “bounces” over the material’s silicon particles but cuts the surrounding aluminum.



A different type of aluminum alloy is becoming a popular material for engine blocks, one that doesn’t require iron cylinder liners to provide sufficient wear resistance against sliding piston rings. That said, it’s not a new alloy for such applications.
Hypereutectic aluminum is saturated with silicon particles. When a cylinder bore is properly finished, it presents a surface to sliding piston rings that is roughly equivalent to glass. The piston rings contact the slick silicon particles, not the aluminum. This allows hypereutectic-aluminum engines to have reduced friction and weight as well as improved sealing, dimensional stability and heat dissipation versus aluminum blocks with liners.



Porsche used this material for liner-less engine blocks in the 1960s; General Motors briefly used it in the 1970s. Perhaps the biggest manufacturing hurdle those days was the chemical etching process that was required to expose the silicon particles above the bore surface after machining, says Tim Meara, senior honing technician for Sunnen Products Company (Saint Louis, Missouri). In addition to being an intermediate process, chemical etching was subject to intensifying environmental regulations.
Mr. Meara says Sunnen has developed an effective two-stage honing process to replace the etching exposure step. The first step hones a cylinder’s wall to a mirror-like finish using conventional or diamond abrasives. The second step relieves the soft aluminum around the silicon particles to expose the silicon particles.
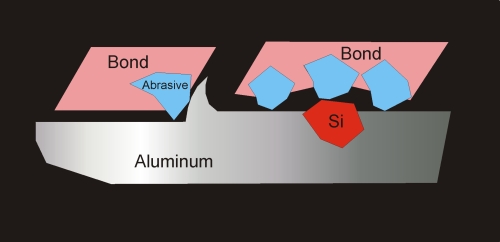
The silicon-particle exposure step uses an elastomer-bond abrasive and light honing force, Mr. Meara explains. The elastomer-based design overcomes three limitations of a rigid abrasive in the silicon exposure process. First, the cushioning elastomer deforms to allow individual abrasive particles to "bounce" over the silicon particles, yet it also provides the rigidity to cut the aluminum surrounding the particles. Second, the elastomer damps the overall force applied to the abrasive, making the process forgiving of pressure variations from the honing machine’s feed system. (In other words, the honing tool’s diametrical expansion does not have to exactly match the rate at which the cylinder is increasing in diameter from stock removal.) Third, the elastomer conforms to cylinder taper and out-of-roundness, allowing the process to remove very small amounts of material (0.5 micron per side) uniformly throughout the cylinder. With a rigid abrasive, cylinder out-of-roundness would cause variations in abrasive cutting pressure as the honing tool rotates.
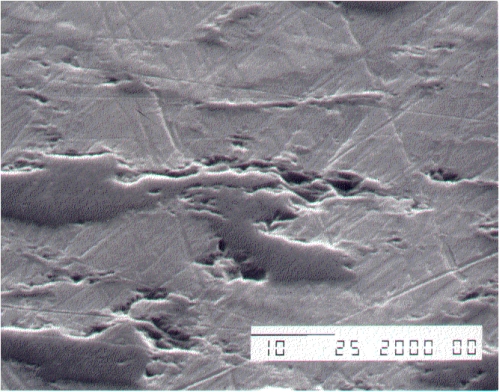
The ideal surface should have flats on the silicon particles, particle protrusion ranging from 0.5 to 1 micron above the cylinder surface, and a minimum amount of fractured or torn particles. This exposure step is based on time and typically takes 1 to 1.5 minutes to achieve the 0.5-micron exposure height. Longer cycle times are not harmful because the process is somewhat self-limiting, Mr. Meara says.
Related Content
-
6 Steps to Take Before Creating a CNC Program
Any time saved by skipping preparation for programming can be easily lost when the program makes it to the machine. Follow these steps to ensure success.
-
Selecting The Right Welder
Many machine shops, on occasion, have a need for welding. It may be for maintenance purposes, repair or to fill the odd contract. This story is a welding process primer for those shops whose main business isn't welding but need to know some basics.
-
Understanding G27, G28, G29 and G30
Take a closer look at these reference position commands.







