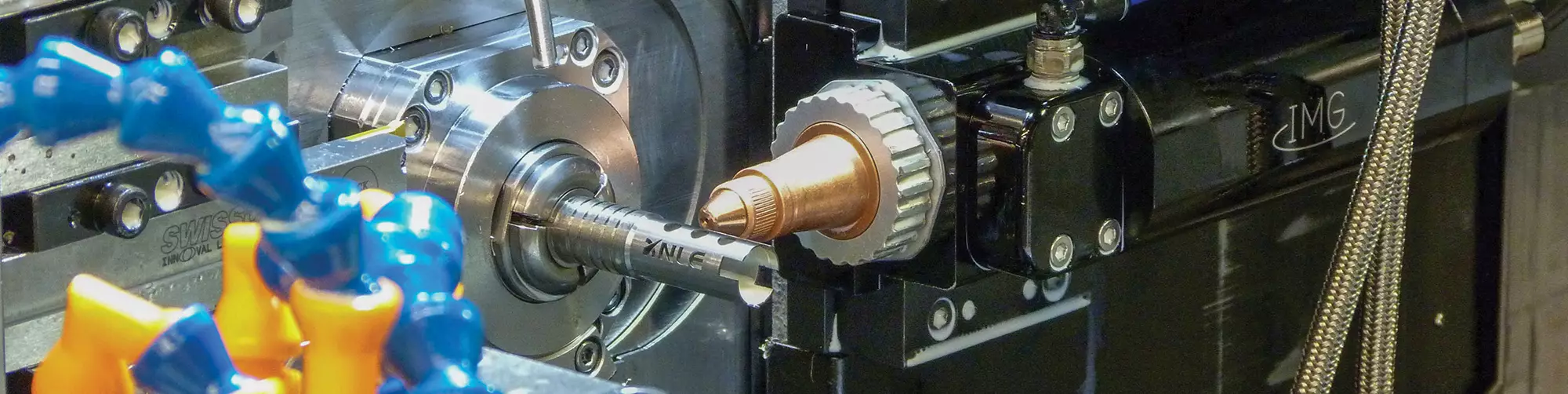

Although the parts described in the article couldn’t be photographed, an example of the kind of work that Northeast Laser & Electropolishing pursues for its two LaserSwiss Swiss-type lathes (shown here) can be seen in the next photo. The addition of a laser-cutting head extends the benefits of setup consolidation to tiny, intricate features that are better-suited for a clean, non-contact process that doesn’t put pressure on the workpiece. (Photos courtesy of Northeast Laser & Electropolish.)

Here is an example of the kind of work that Northeast Laser & Electropolishing pursues for its two LaserSwiss Swiss-type lathes.

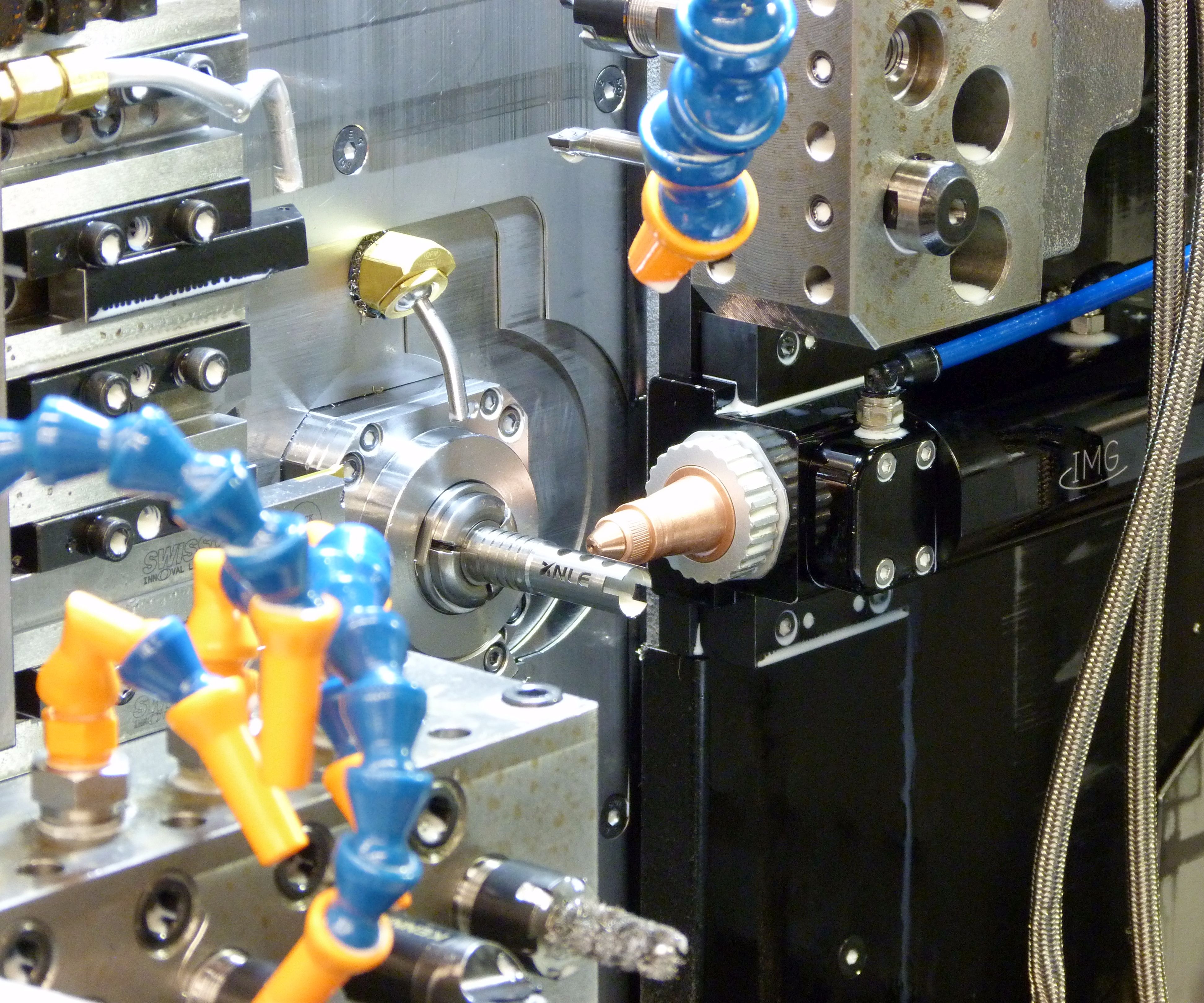
Although the shop’s first metal-cutting machine presented a learning curve, programming and setup have become significantly faster since installation in 2014.(Photo courtesy of Northeast Laser & Electropolish).
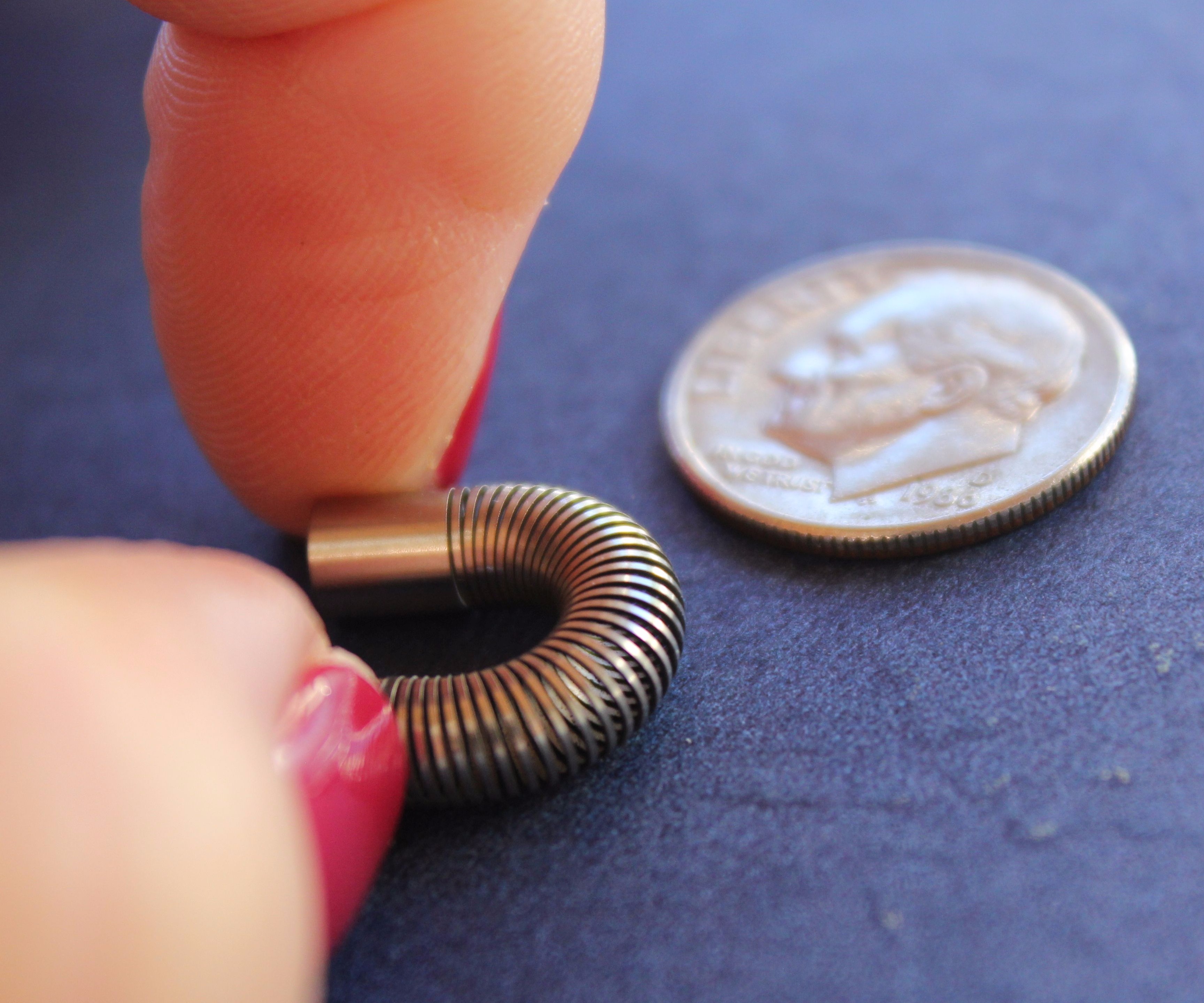
An example of a part produced on one of Tsugami/REM Sales’ LaserSwiss machines. Puzzle cuts, spirals, long windows and slots, and other such features in thin-walled tubes can be difficult or impossible to machine conventionally.
Share









In the right application, a concentrated beam of light can do much of what a mechanical cutting tool can do, only better. Under no physical pressure during the machining process, laser-cut metal is precisely defined and clean, and beams can be focused to extremely narrow spot sizes for tiny features and tight corners. Even beyond the lack of chatter-inducing vibration, laser-cutting tends to be faster than mechanical machining as well as noncontact processes like electronic discharge machining (EDM). Altogether, these and other characteristics make the process particularly useful for delicate, high-precision work, particularly surgical tools and implants.
This isn’t to suggest that laser cutting is always the best option for every feature of a typical medical part. That said, mounting one to a precise, flexible, high-production machine tool (say, a bar-fed Swiss-type lathe) can enable producing much of this work rapidly, in high volumes and from a single setup. That’s precisely the idea behind machinery like LaserSwiss line from Tsugami/Rem Sales, says Graham Noake, vice president. What the supplier did not expect was the level of interest from manufacturers that have never before purchased a production metal-cutting machine.



Specifically, manufacturers like Northeast Laser & Electropolish, a Monroe, Connecticut-based specialist in laser cutting, welding, marking and engraving as well as electropolishing and passivating. Since installing its first LaserSwiss in 2014, this 35,000-square-foot, 150-employee operation has improved service to existing customers while also opening the door to work that it likely wouldn’t have considered otherwise.
Meanwhile, this hybrid technology continues to develop. The latest LaserSwiss machines are available with a laser welding head as well as a laser cutting head, Mr. Noake says. Meanwhile, other design changes have reportedly made the technology more accessible without compromising capability.
Moving Into Metal Cutting
For Northeast Laser, the most novel aspect of the new machine wasn’t the addition of a laser head. After all, laser cutting tiny parts rife with slots, spirals, grooves, and so forth is among the company’s core competencies. More traditional metalcutting capabilities—those better suited for operations like turning down diameters and creating features like blind holes that don’t penetrate the workpiece surface, among others—presented a significant learning curve. Choosing tools and parameters, developing CAM programs, and setting up the bar feeder, guide bushing and collets were among the many tasks that represented entirely new territory for the shop's team, says Dave Hornak, product development manager.
Yet, the learning curve wasn’t too steep. “The longer we have it on the floor, the better we get,” says Jeff Root, production manager, adding that training and support from Tsugami/Rem Sales has been critical. The shop has since installed a second machine, with identical capability to the first, and he says there’s been no lack of opportunity to leverage the new capability. “We’ve gotten the opportunity to do projects that we wouldn’t have been able to attempt in the beginning, and we’ve been able to turn around some prototype orders in a couple of days.”
Thanks to the supplier’s applications expertise, getting the first job into production took only a few weeks after the decision was made to move forward, Mr. Hornak says. These small, tubular medical components were fully machined by the time they arrived at the facility for laser welding and passivating operations, and quality issues and production delays alike filtered down from the upstream supplier. Upon seeing the LaserSwiss in action at a medical industry trade show, management saw an opportunity to not only address these issues, but also to provide an important customer with significant additional cost savings by performing all the work in one location.
Done in One
This first part was once processed at two different suppliers before reaching Northeast Laser, Mr. Hornak says. The shop that performed the bulk of the upstream machining had outsourced a centerless grinding operation used to finish a turned bearing journal on one end of the tube. Thanks to the repeatable precision of the Swiss-type lathe—a machine type defined largely by a sliding headstock and a main spindle guide bushing that supports the workpiece close to the cutting action—this journal can now be turned instead. A snap ring groove around the OD can also be machined in the same, fluid sequence with the finish-turning operation. Meanwhile, the subspindle and slots for 32 driven tools, spread across two gang tool posts and both front- and back-working stations, offer flexibility to perform various other machining operations on complex parts like this without removing them from the machine.
The laser, of course, is best for the smallest, tightest features, such as two 0.090-inch slots on opposite sides of the OD that were previously cut via wire EDM. Like laser, EDM provides a particularly narrow “tool” for precision in tight corners and small features. The laser, however, is faster, Mr. Hornak says, and it requires no wire or other consumables (this is also an advantage over milling, turning and drilling). Having this capability on the same platform as mechanical tools also ensures laser-cut features can be precisely and consistently located relative to machined features. In this case, Mr. Hornak says applying the slots via EDM would mean additional time and additional handling to ensure proper positioning relative to the bearing journal and snap groove
Part cut-off is another example. Previously, this operation was performed via electrochemical cutting, a process designed for accurate, burr-free edges. However, the laser provides the same advantages, with the right settings for parameters like frequency, power, gas pressure and the liberal application of flood coolant through the inner diameter of the tube stock helping to keep the interior free of splatter. Meanwhile chamfering and finish-milling operations on the tube edges can be performed in the same, seamless sequence as cut-off. (The reason for the milling operation is purely cosmetic, Mr. Hornak says, pointing out that laser cutting often leaves an oxide layer that looks different than a machined finish.)
Northeast Laser can produce about 2,000 of these parts every week, with the lathe’s automatic barfeeder facilitating lengthy, high-volume runs with little human intervention. In 2015, about a year after moving this job into production, the shop was presented with a second opportunity, this time to machine an entire family of tubular surgical parts in various sizes and configurations. This new job prompted the purchase of the second machine. The shop has completed a number of prototype orders for various customers since then, and it is actively seeking additional new work for the two machines.
Welding and Beyond
Northeast Laser isn’t the only medical manufacturer to use laser-equipped Swiss-types as setup-consolidating alternatives to processes like EDM. Mr. Noake adds that potential applications extend well beyond medical. Whereas Northeast Laser leverages its machines’ 5C collets for parts as small as ¾ inch in diameter, machines are available to handle parts with diameters as small as 2 mm and as large as 32 mm. With this wide range, they can also be useful for automotive, aerospace or any other work that can benefit from automatic tube loading and high-speed laser cutting of intricate, burr-free windows and slots, he says.
Just as notably, cutting isn’t the only laser process available on the LaserSwiss line. The most recently released models are also available with laser welding heads, whether in isolation or in combination with a laser cutting head. Laser welding on a Swiss-type lathe proceeds in essentially the same way as it does on a dedicated system, Mr. Noake says. That is, blow away coolant and other debris, envelop the part in an inert gas (usually argon), and weld.
As is the case with adding laser cutting capability, medical work was top-of-mind for the supplier when it added laser welding to its Swiss-type lathes, Mr. Noake says. Most applications so far have involved welding preformed tips and plugs to tubular parts. Medical industry customers have also leveraged this capability to help close off the ends of tubes. This task is typically performed via swaging, a cold-forming process that is effective but can also create micro-cracks in the material. A Swiss-type-mounted laser can reflow the swaged material and close these micro-cracks.
The line continues to advance. “The market for LaserSwiss didn’t exist five years ago,” Mr. Noake says, pointing out that initial “best guesses” about the features and accessories customers might demand have given way to a more nuanced approach to configuring the lathes. Examples include options for standard rather than through-coolant barfeeders, a wider range of power supplies (200 W to 500 W) and higher maximum assist gas pressure (350 psi, versus 200 before).
As for Northeast Laser, owner Richard Rosselli says the two LaserSwiss machines have made a significant contribution even without welding capability. “Our area of Connecticut isn’t the manufacturing hotbed it used to be, but we’ve been able to thrive,” he says. “We have good, qualified people, and we extensively employ automation to remain competitive and ensure quality. The Tsugamis fit right into that.”








Related Content

A History of Precision: The Invention and Evolution of Swiss-Style Machining
In the late 1800s, a new technology — Swiss-type machines — emerged to serve Switzerland’s growing watchmaking industry. Today, Swiss-machined parts are ubiquitous, and there’s a good reason for that: No other machining technology can produce tiny, complex components more efficiently or at higher quality.
Read More
10 Robotic Solutions You Can Find at IMTS 2026
Discover how today’s robots and cobots are making it easier than ever to automate tasks, free up skilled workers, and run machines unattended – even in small and midsized shops.
Read More
Automation is for Everyone
Not just for large shops, automation can help even the smallest shops solve labor challenges and become more profitable and efficient.
Read More
Controlling Extreme Cutting Conditions in Large-Part Machining
Newly patented technologies for controlling chatter and vibration during milling, turning and boring operations promise to drastically reduce production time and increase machining performance.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More