
Machining Center Tool Eliminates Camshaft Burrs
A special tool performs burr removal inside the part where holes intersect.
Share










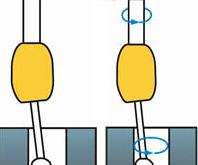
Shown left is the camshaft. To the right is an illustration that demonstrates how the OrbiTool, which consists of a hemispherical shaped cutter and a disk fixed on the end, deburrs problematic cross-holes.
Shown left is the camshaft. To the right is an illustration that demonstrates how the OrbiTool, which consists of a hemispherical shaped cutter and a disk fixed on the end, deburrs problematic cross-holes.
When Ford Geelong in Victoria, Australia, encountered an increasing number of engine problems, it quickly realized that they were caused by burrs left in intersecting holes drilled on the engine’s camshafts. The burrs can break off and jam the variable cam-timing system. This can significantly impair performance, and, in worst-case scenarios, cause engine damage.
Okuma Australia Pty Ltd has long been a key supplier of production equipment to the Ford engine works in Geelong. So, Ford outlined its requirements for eliminating the cause of the damage and commissioned Okuma’s experts to investigate possible solutions and present proposals.



The task at hand was to drill and deburr eight radial holes in the front grooves of a motor vehicle camshaft. The 4-mm-diamter holes are drilled within two 5-mm-wide circular grooves with a root diameter of 28 mm. Each groove contains four holes. The rear holes break through into the axial holes, while the front holes break through into the central bore.
In accordance with Ford’s requirements, Okuma developed a turnkey solution involving a fully automated system with materials handling and a floor-to-floor time of around 60 seconds. A major component of that system, the OrbiTool, mounts into the toolholder of a machining center to enable users to drill and deburr intersecting holes on the same machine.
Developed by J.W. Done Company, the OrbiTool consists of a bowl-shaped cutter and a disk fitted on the end of a shaft, which is mounted in a flexible coupling. The tool is inserted into the hole and moved laterally to cause the shaft to bend slightly and press the cutting end into the wall of the hole. With an orbital motion, the spinning tool sweeps around the edges of the hole. Mounted at the very end of the tool, the disk is slightly larger than the cutter to prevent it from contacting the wall until it reaches the intersection. At the intersection, the disk falls off the hole wall, and the deflected shaft presses the cutter into the burr. Like a cam follower, the disk traces the contour of the cross-hole intersection to ensure that the cutter contacts only burred areas.
Ford mounts the tool into an Okuma MF-46 VA VMC. As the component is inserted, a vision system takes readings. Any misalignment of the axial-hole pattern is taken into account and fed into the NC processing data as a correction parameter. Then, the radial holes are created with a Kirby drill, and the OrbiTool is used to ensure that the intersections of the cross holes are free of burrs. Able to complete a deburring operation in 2 seconds, the OrbiTool’s tooling life is approximately 8,000 holes. If the quality of the hole is uniform after drilling, the OrbiTool can be programmed with a set routine to produce a finished part that meets the process requirements.
“The first problem we had to solve was the initial positioning of the tool in the cell,” Mr. Milvain explains. “After that, it was relatively simple.” Mr. Milvain says the companies had no trouble feeding in the component, drilling and deburring the holes and unloading the component within the prescribed time.
One aspect of the process that must be monitored particularly carefully is drill wear. When a worn drill breaks into the central bore, the resulting pushed burr and the size of the attached swarf become too large for the OrbiTool to remove within the prescribed time.
Okuma worked closely with OrbiTool manufacturer J.W. Done to design the system. To achieve the final solution, the companies experimented with various combinations of speeds, feeds, interpolations and the length of the deburring tool’s projection from the chuck. Prior to installing and commissioning the system on the Ford facility’s production line, the companies carried out extensive operational testing at the Okuma technical center. Development of the overall process included drilling and deburring over a period of several months. The greatest difficulty was establishing the tool life of the Kirby drills. Extending the drills’ tool life inevitably caused problems with deburring quality.
“Even the most stubborn burr can be removed if you have enough time,” Mr. Milvain says. “But that was precisely the problem—Ford had specified very tight requirements with regard to total cycle time.” Therefore, the tool life of the drills was not pushed to its ultimate extreme because the goal was to find the most economical solution for the process as a whole.
“Because of the tight time frame, we had to set the speeds and feed of the OrbiTool very progressively from the start,” Mr. Milvain says. “The parameters were changed several times until an acceptable result was achieved. Personally, I think that experimentation is the best way to find out what does and doesn’t work.”
In the end, the companies settled on a spindle speed of 12,000 rpm and a feed of 0.1 mm per revolution, and these parameters have not changed since. The process is now used to machine 240,000 components per year without any problems.
“I would recommend the OrbiTool to anyone that has a manufacturing issue with burrs at the intersection of crossed holes,” Mr. Milvain concludes. “The tool provides a simple solution to a difficult problem.”












Related Content

Maximizing Milling Operations With the Right Cutter
Selecting milling cutters that are suited to the task at hand can reduce cycle times, improve part quality and save money. Here’s where three milling cutters excel.
Read More
Choosing the Right Drill Type
Specifying the right option for your application can save time and tools.
Read More
Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
Read More
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More