
Machining Technology Trip to Japan
A recent trip with NTMA members to Okuma and Big Daishowa manufacturing facilities provided the opportunity to learn about their in-house production capabilities and new machining technology offerings.


Okuma calls its two newest machining/assembly facilities Dream Sites (DS). Shown here, DS1 was completed in 2013. DS2 was completed in 2017. DS1 has approximately 4,300 solar panels, and DS2 also has a geothermal system. Both are temperature controlled and highly automated.

Both Dream Sites feature the practical application of Industrial Internet of Things (IIoT) concepts with a planning and logistics system said to provide the efficiencies of a high-production operation in smaller volumes.
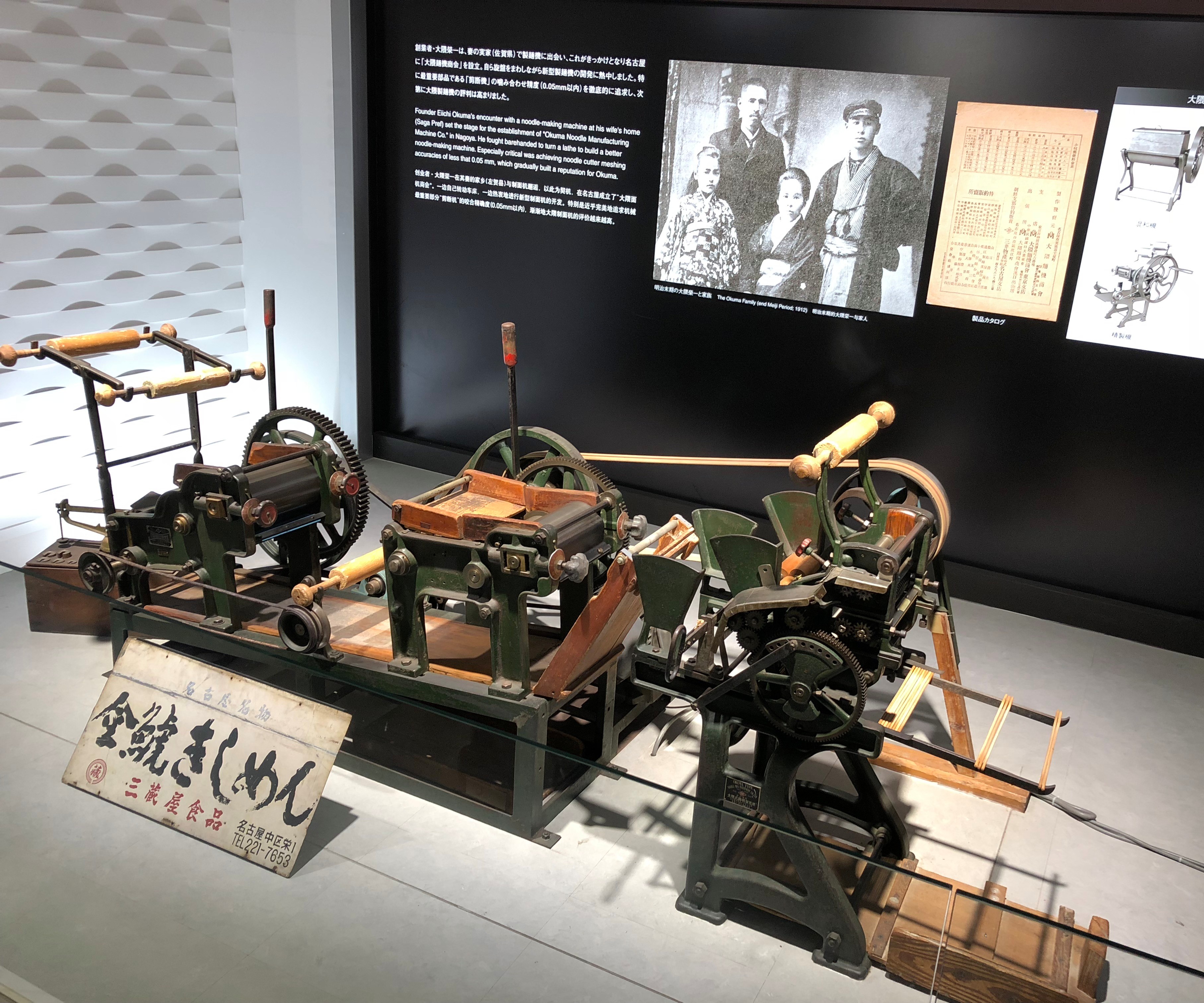
Here's a fun fact: Eiichi Okuma started the business producing highly accurate noodle-making machines.

Okuma’s nearby Kani campus produces double-column machines, VMCs, HMCs and grinding machines.

Okuma offers a variety of its “Intelligent Technology” offerings to help mitigate a variety of common machining issues.
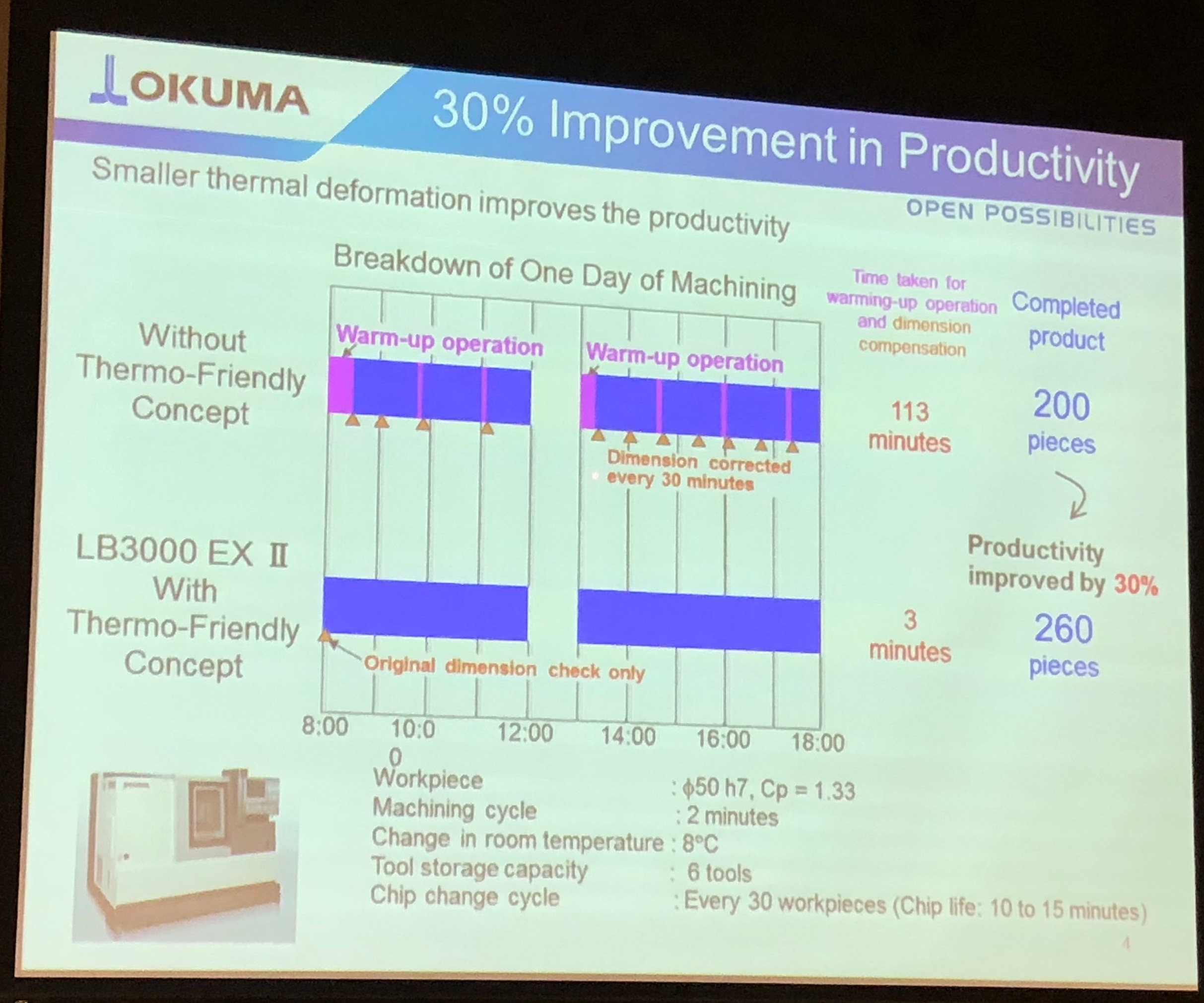
One Intelligent Technology example is the company’s Thermo-Friendly concept, which adapts to thermal deformation in a machine’s structure. This combines the capabilities of its open-architecture Thinc-OSP control, machine construction that makes thermal growth predictable and machine design elements that help equalize ambient temperatures.
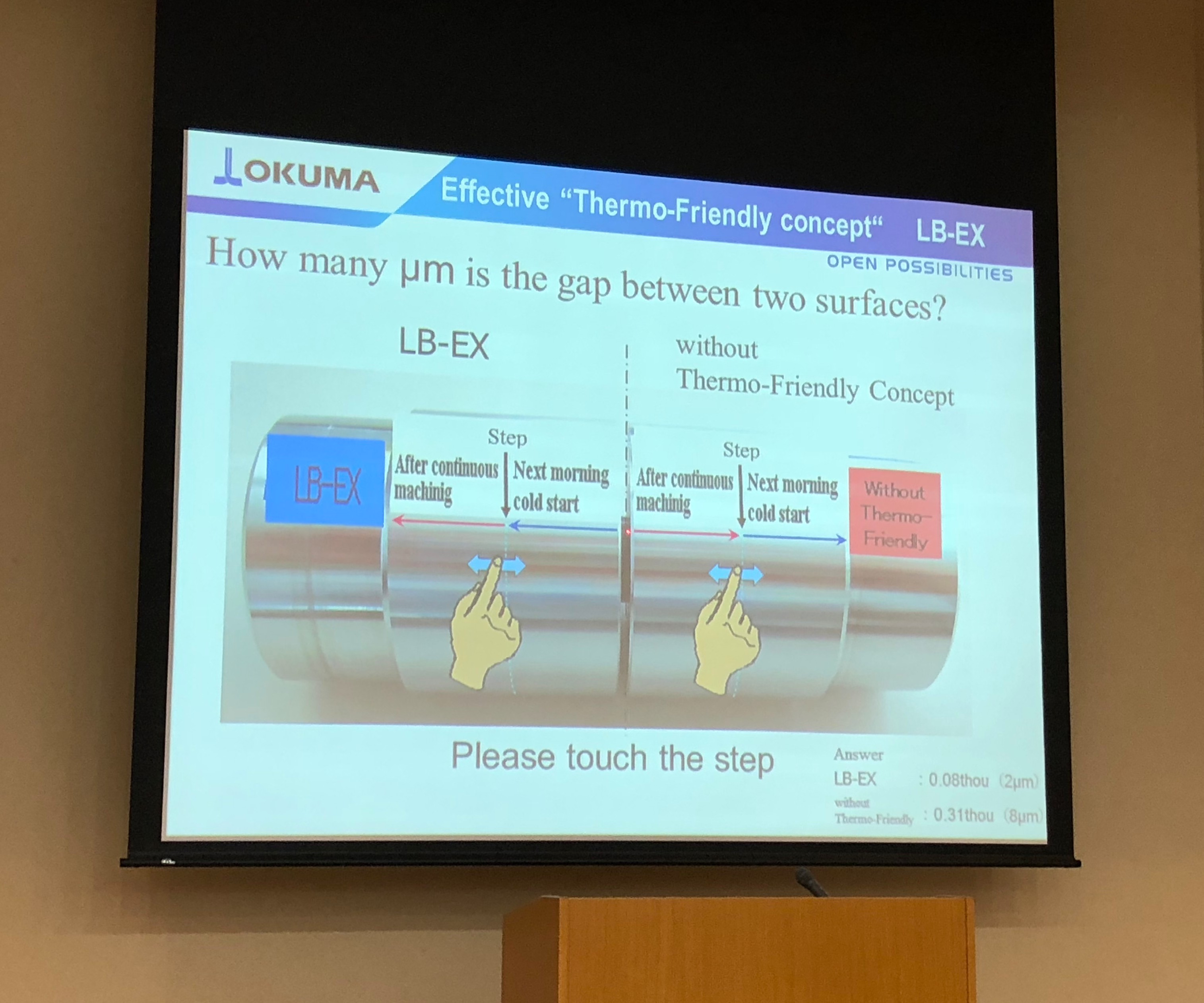
You could feel the difference in steps on this workpiece. With the Thermo Friendly concept being applied, the steps were 2 microns high, without, they were 8 microns high.
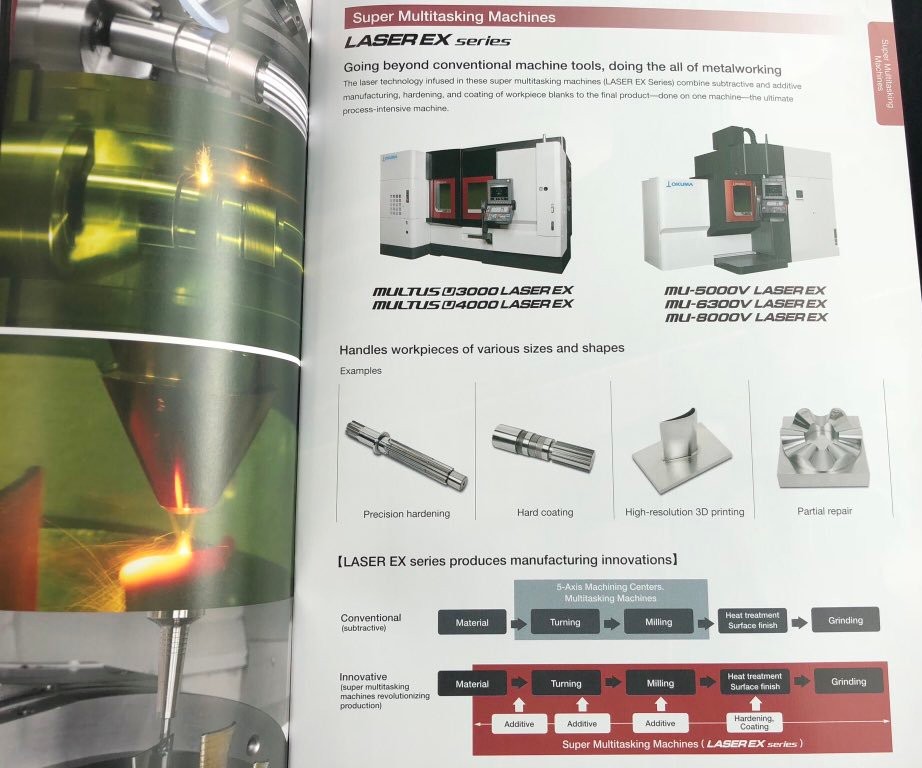
Currently, Okuma LaserEx machines can perform machining and either additive manufacturing or laser hardening. The company is working to develop a laser system to enable one machine to do both additional operations.
Including the Osaka facility, Big Daishowa has approximately 200 robots in its production facilities. Turning centers and mills are loaded/unloaded by robots that pick sawn blanks from racks located in front of the machines (shown here in a facility on Awaji Island).

Big Daishowa’s showroom in its Mega Technical Center features 1,500 products. A similar showroom is found in Big Kaiser’s U.S. operation in Hoffman Estates, Illinois.

Big Daishowa opened its new 130,000 square-foot logistics center in October 2016. There are 1.5 million items stocked there and 15,000 different types of products. The facility also features an extensive amount of automation, including robots and AGV forklifts.

Here is the progression of toolholder production. The first five are reciept of sawn blank, taper turning process, body turning process, milling and heat treatment…

…and the last five are external grinding, thread grinding, internal grinding, measurement/inspection and marking. The company makes 500,000 toolholders per year and consumes 500,000 pounds of material for them each month.
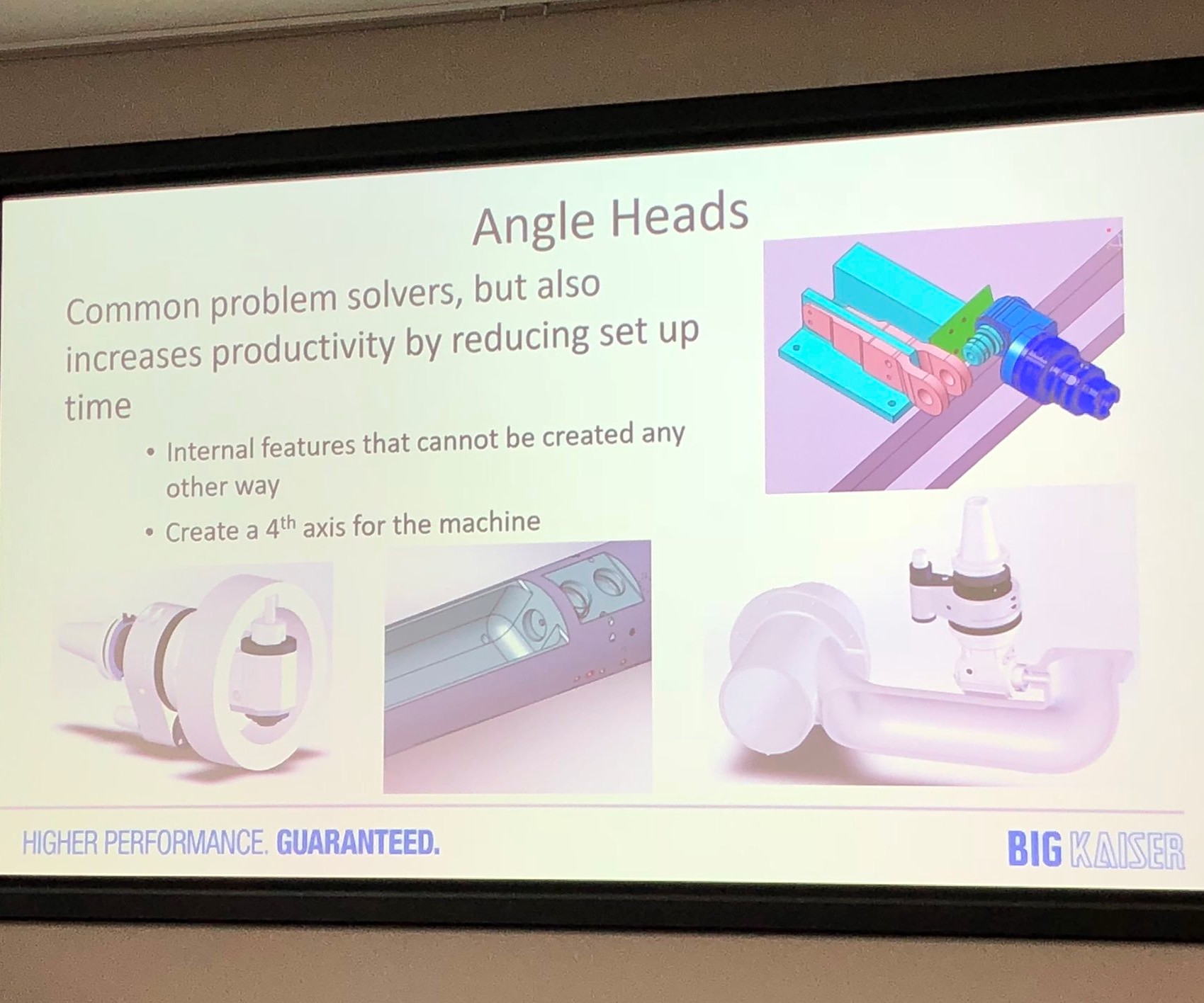
Perhaps when you think of angle heads, you think of adding a fourth axis to a three-axis VMC. Big Kaiser Vice President Jack Burley reminds that even five-axis machines can benefit, because these heads might be the only way to machine internal features in really tight areas. The company says it grinds angle head gears after milling and heat treatment to ensure quality.
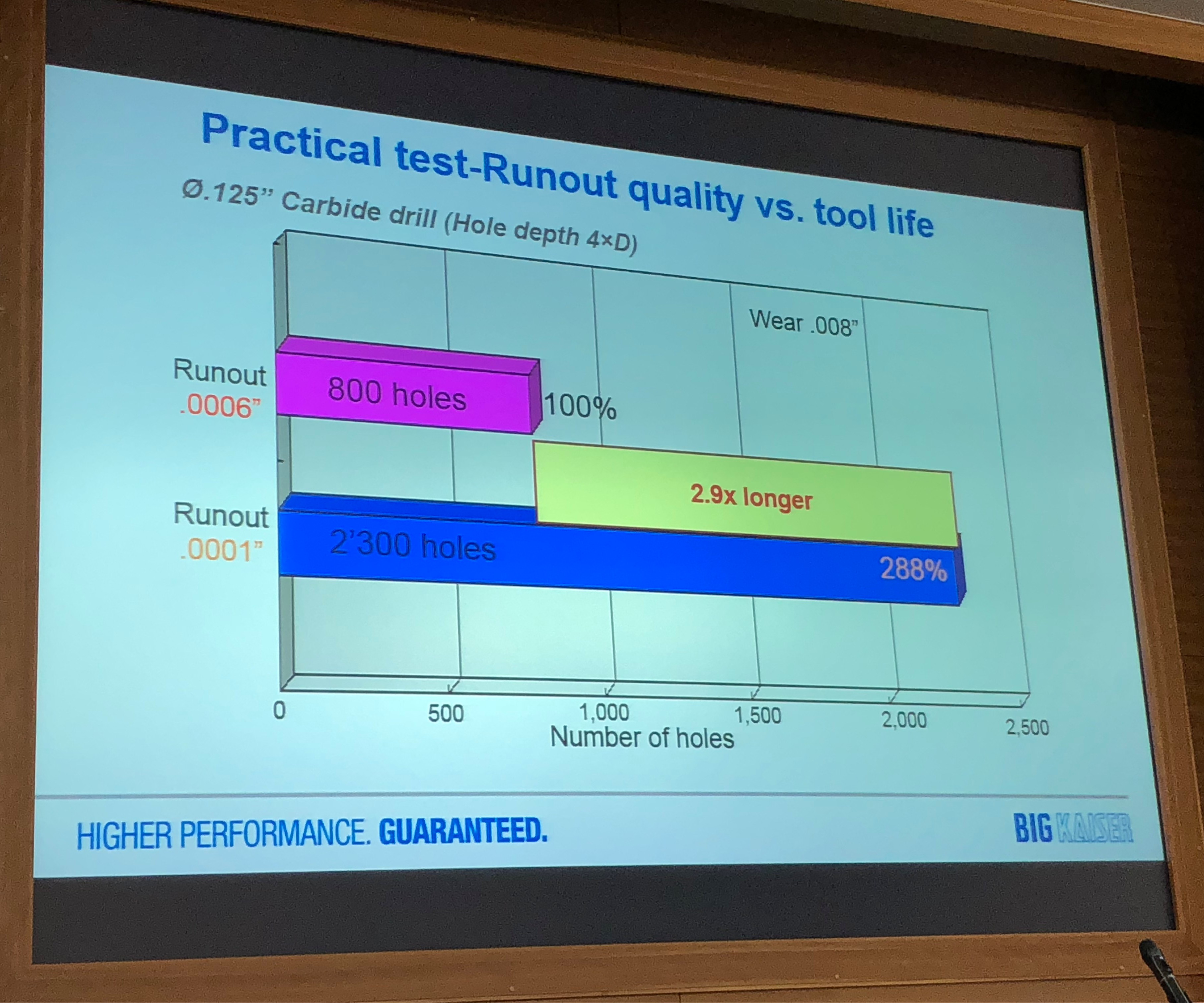
While subpar runout can affect machining accuracy, it affects tool life even more. Big Daishowa tools are produced with a maximum runout of only 3 microns (0.0001 inch).
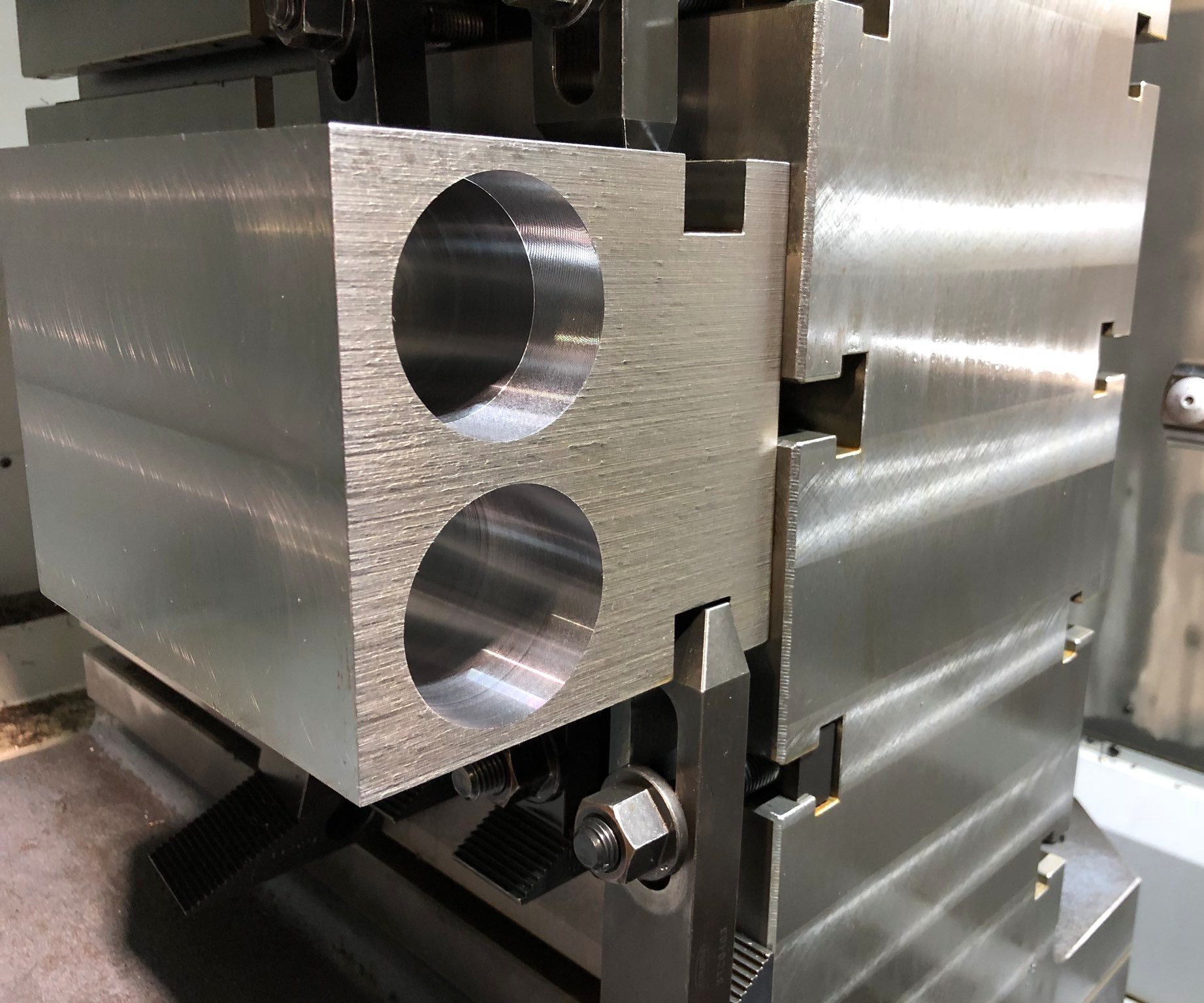
In this cutting demonstration, a boring head with damping system was able to complete the 7-inch-deep through hole (top hole). A similar head without a damping system only made it 1 inch or so before severe chatter occurred (bottom hole).

The Base Master offers an inexpensive on-machine method to determine tool-length offsets even for small-diameter tools. These are also less-costly options to tool presetters and laser probes as well as time-consuming manual methods to determining tool offsets. Here it is determining offsets for a 0.05-mm-diameter drill.

The Factory Automation facility is temperature-controlled to 20°C ±1°C and features a class 1,000 clean room for products like the Base Master tool-height gage.
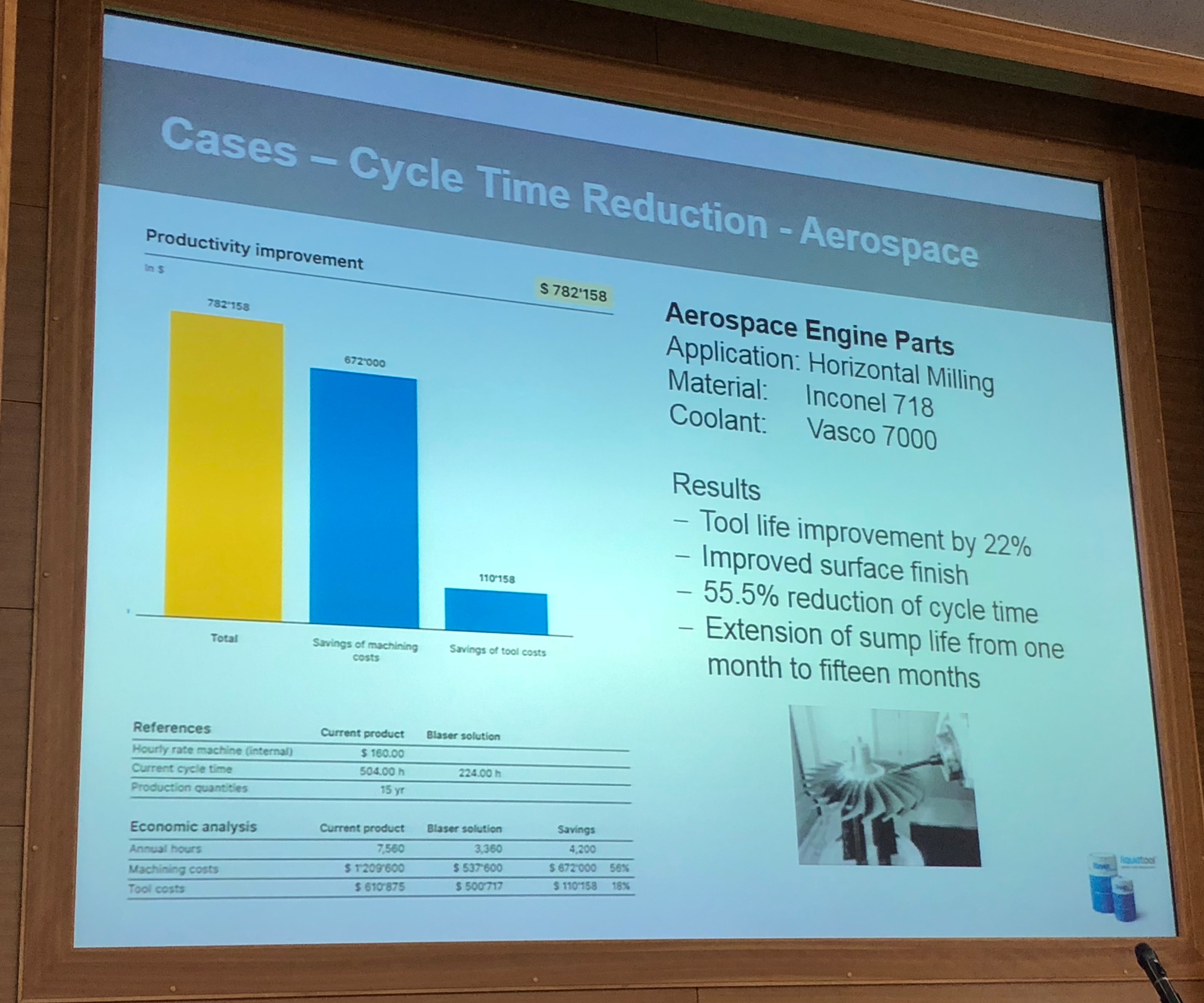
Blaser Swisslube’s Carsten Witthuser says coolant represents maybe 0.5 percent of the cost to machine a part, but there’s still real value in fine-tuning the blend for a shop’s needs. It can result in longer cutter life, faster cycle times and less health-related issues for operators.

Of course, what would a trip to Japan be without having a little fun. Here, we got a behind-the-scenes peek at what goes in to making sake. We might or might not have sampled some while there…
Here's our group as we wrapped up our visit to Big Daishowa’s campus on Awaji Island.
Share









Earlier this year, I traveled to Japan on a National Tooling and Machining Association (NTMA)-sponsored tour of the production facilities of Okuma and Big Daishowa (Big Kaiser is a member of the Big Daishowa group). I, along with several NTMA members, also got to take in technology presentations from those companies (as well as Blaser Swisslube) and see some machining demonstrations. The gallery above highlights some of my experiences.
Okuma in Oguchi
Okuma calls its two newest machining and assembly facilities Dream Sites (DS). DS1, which also serves as the company’s global headquarters, was completed in 2013; DS2 was completed in 2017. Both share a campus north of Nagoya in the town of Oguchi, which is in the Aichi Prefecture.



DS1 produces multitasking machines, vertical lathes and medium- to large-size horizontal lathes. It is a self-contained, 23,600-square-meter production facility with a machine shop and an assembly area that handles processes from materials received to machine shipment. The building has approximately 500 solar panels installed on its walls and 3,800 on its roof. These generate roughly 1,040 kW of power, which is equivalent to the energy consumed by 260 ordinary homes.
In addition to solar panels, the 11,000-square-meter DS2 facility uses geothermal energy for high-efficiency heating and cooling in the plant.
Both plants feature practical application of Industrial Internet of Things (IIoT) concepts with a planning and logistics system said to provide the efficiencies of a high-production operation in smaller volumes. They also employ a good bit of robotic automation. There is more automation technology in DS2 than DS1, such as robot-sensing capability and even automatic guided vehicle (AGV) forklifts to maximize unattended operation.
During the visit, Okuma highlighted a variety of its “intelligent technology” offerings to help mitigate common machining issues. For example, its Thermo-Friendly concept adapts to thermal deformation in a machine’s structure. This combines the capabilities of its open-architecture Thinc-OSP control, machine construction that makes thermal growth predictable, and machine design elements (such as quality machine covers and effective peripheral equipment placement to eliminate “hot spots”) that help equalize ambient temperatures.
Other intelligent technology offerings include:
- Collision Avoidance System (CAS), which integrates a complete 3D model of the machine, workpiece and tooling within the Thinc-OSP control. Running a real-time virtual application of an operation seconds ahead of actual cutting helps detect problems early and stop the machine before a costly collision occurs.
- Machining Navi, which assists operators by recommending optimal cutting conditions and parameters to suppress chatter.
- 5-Axis Auto Tuning System, which uses touch-probe technology to determine and compensate for geometric errors in less than 10 minutes, the company says.
- Servo Navi, which, for machine tools, estimates the weight of the workpiece and fixture on the table and automatically sets servo parameters, including acceleration, to the optimum values. For turning centers, it estimates chuck and workpiece inertia from acceleration torque and automatically changes servo-parameter settings to the optimum values. Servo Navi also offers features for compensating for motion reversal and component vibration.
Big Production, Technology
Our group also visited the Big Daishowa campuses in Osaka and on Awaji Island. One of the company’s two Osaka facilities focuses on the production of special tools and equipment, although this represents only 10 percent of total production for the company. Batch sizes for products made here typically range from just a few to 100. The Factory Automation facility is temperature-controlled to 20°C ±1°C and features a class 1,000 clean room for products like the Base Master tool-height gage shown in the gallery above.
The company has six factories on Awaji Island as well as its Mega Technical center and new logistics center. Toolholder machining is highly automated, despite production volumes being relatively small. (Typical batch size for 50-taper toolholders is 50, and for HSK toolholders, the batch size is 200.) Including the Osaka facility, the company has approximately 200 robots. Turning centers and mills are loaded/unloaded by robots that pick sawn blanks (sawn blanks are delivered by the material provider) from racks located in front of the machines. Rough- and finish-grinding operations complete the holders to deliver a maximum runout of 3 microns. Products are 100-percent inspected. Big Daishowa produces 500,000 toolholders per year and uses 500,000 million pounds of raw material each month.
The new 130,000 square-foot logistics center, which is a short bus ride away from the main production campus, opened October 2016. There are 1.5 million items stocked there and 15,000 different types of products. The facility also features an extensive amount of automation, including robots and AGV forklifts. Big Daishowa also added its own heat-treatment operation near the logistics center, which is used only for special tools and hydraulic chuck products, not all products.
The visit featured several cutting demonstrations in the Mega Technical center. For example, one showed the difference an integrated damping head can have on a boring operation. The demonstration compared the performance of a standard EWN boring head and Smart Damper EWN boring head, each using the same insert and cut data for a 60-mm hole (0.2 mm depth of cut in 1055 steel). This video shows the standard tool with total tool length of 410 mm making it only an inch or so into the hole before bad chatter starts.
Here’s the same operation using a Smart Damper EWN head in which the tool length is even longer at 473 mm. This tool makes it all the way through the hole in the part that looked to be 7 inches or so wide while delivering a quality surface finish.
Big Kaiser Vice President Jack Burley also talked about the effect of runout on machining operations. While subpar runout can affect machining accuracy, it affects tool life even more. He cites one cutting test using a 0.125-inch carbide drill with an L:D ratio of 4:1. The tool with runout measuring 0.0006 inch was able to drill 800 holes while the tool with runout measuring 0.0001 inch completed 2,300 holes.
There are a few design features that enable Big Daishowa to achieve low runout. As the company says, precision finish grinding of tapers is important to maximize contact area between the tool and the spindle. The company also produces collets with an 8-degree angle instead of the conventional 16-degree angle, which is said to achieve tighter runout values while covering a smaller tool-diameter clamping range. A collet nut design featuring ball bearings between the nut and its internal raceway reduces the friction between those surfaces to reduce any twisting force that might deform the collet and increase runout error.
Good People
What’s also nice about these trips is spending time with the NTMA members traveling with me. I learned about some of the new additions they have made to their shops that have been helpful to their business.
I appreciate all my hosts on this informative trip and hope to be able to do it again some time.
















Read Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More