
Micromachining Powder Metal on a VMC
By refining its micromachining process for powder metal tool steels, this shop has reduced production costs, lead times and secondary bench work for complex tooling components.

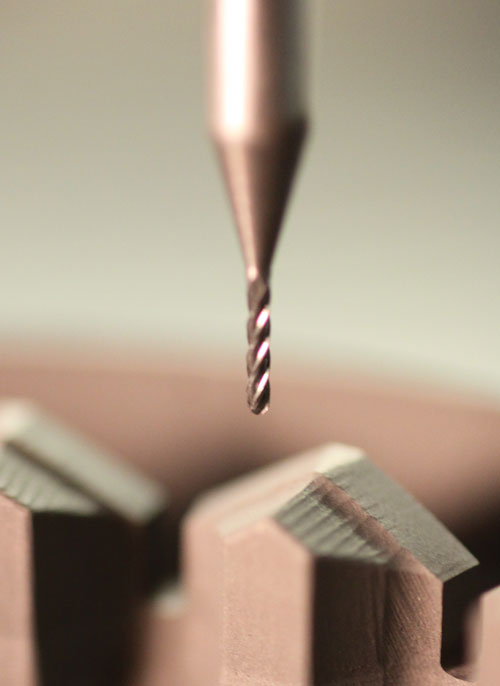
Quala-Die creates fine details in hardened powder metal tooling using small tools such as this 0.4-mm semi-finishing end mill.
The shop’s micromachining efforts started with milling fine details in EDM electrodes such as this one.

Quala-Die’s two high speed Roku-Roku machines are used for micromachining hard tooling components, while three machines from Roeders of America are used for graphite machining.

This toolholding system for micromachining consists of precision, collet-style toolholders and a benchtop hydraulic press used to insert or remove collets from the holders.

Tool changeovers using this system can be performed in 24 seconds.

A video measurement system enables machine operators to monitor the micromachining process by identifying worn coatings or flats on micro cutters.
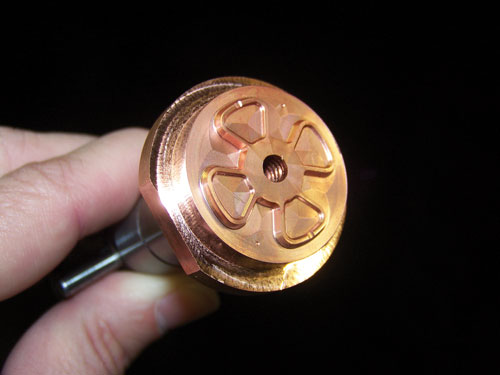
The small, blended features on this round tooling component are produced via micromachining.

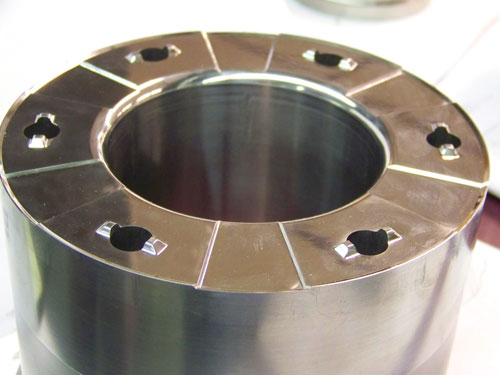
Similarly, micromachining is used to produce the grooved surface in this 65 HRc tool.
By applying lessons learned in micromachining hard materials, Quala-Die has improved the tool life for the diamond-coated cutters it uses to machine graphite electrodes.
Share









Toward the end of my recent visit to Quala-Die in Saint Marys, Pennsylvania, my host pointed to some dated EDM equipment the shop was in the process of selling. Those machines weren’t being replaced by new EDM models, however. That’s because Quala-Die’s push to become effective at micromachining hardened tooling components used for compacting powder metal parts has greatly reduced the amount of electrical discharge machining the shop now performs.
Ryan Magaro, Quala-Die’s manager of project purchasing and my tour guide on that day, says the shop benefits from micromachining fine details on hardened tool steel components—which are also made of powder metal—in a variety of ways. Micromachining eliminates the additional cost and time required to machine EDM electrodes. Plus, it greatly reduces the amount of secondary bench work needed to polish away recast material the EDM process leaves behind. As a result, Mr. Magaro says turnaround times for the shop’s tooling are much faster and bench work has been reduced by an average of 20 percent.



The shop had help establishing its micromachining approach. Mr. Magaro believes support and guidance provided by Jay Ball, product technician for Seco Tools, has been instrumental to Quala-Die’s success. During my visit, Mr. Magaro explained some of the lessons the shop learned as it adopted a fundamentally different way to create complex powder metal tooling components.
Moving to Micromachining
Dennis Schatz founded Quala-Die in 1978 as a two-man operation out of his basement. Today, his 90-person shop is located in an environmentally controlled, 45,000-square-foot facility with machining capacity that includes wire and sinker EDMs, CNC mills and lathes, and an assortment of grinding machines.
Quala-Die specializes in designing and manufacturing production tooling used to create powder metal components. In fact, the shop is the largest supplier of powder metal compaction tooling in the country, Mr. Magaro says. Quala-Die focuses on complex work (much of it for automotive applications), and is known for its ability to create accurate helical-gear tooling components via four-axis CNC milling.
Most of the tooling components are created from powder metal materials such as CPM 1-V, 3-V and 9-V (these are powder metal tool steels supplied by Crucible Industries). Powder metal components are composed of a mixture of miniscule metal and alloying elements that are compacted and sintered. After heat treating, these materials have apparent hardness ratings that can range from 55 to 64 HRc. However, Mr. Magaro points out that individual particles within the CPM materials retain their respective hardnesses, which can be as high as 70 HRc. Therefore, an end mill machining such materials ends up slicing through very small, very hard particles. The result is excessive and often unpredictable tool wear as cutting edges break down because of material abrasiveness.
Quala-Die’s move to micromachining hardened tooling components came on the heels of successes the shop experienced micromachining copper-tungsten electrodes. Four years ago, the shop purchased a four-axis Roku-Roku HC-658 high speed VMC from MC Machinery Systems to mill fine details in those electrodes. (The MC Machinery dealer at that time was Sharples Machinery.) At the suggestion of MC Machinery, Mr. Magaro contacted Jay Ball, who specializes in Seco Tools’ Jabro Mini line of solid carbide tools. (The Jabro Mini cutting tool line is available in diameters ranging from 0.0039 inch to 0.0590 inch.) Mr. Ball not only suggested the types of tools the shop should use for those initial efforts, but also provided ample support for the shop’s effort to establish an effective micromachining process for those types of electrodes.
Mr. Magaro felt he could parlay those successes into developing a micromachining process for hardened powder metal tooling to reduce the need for time-consuming EDM work. Mr. Magaro, along with programmer Jim Cecchetti, again worked closely with Mr. Ball to establish a consistent process for micromachining powder metal tooling components in a hardened state. In order to mill tiny features with tolerances as small as 0.0001 inch in such materials, all aspects of the machining process, including the machine, CAM package, toolholder and cutters, must work in concert with each other. This is because issues such as chip load, runout and overall process stability are magnified when milling on such a small scale. Here’s a quick look at some of the key components of Quala-Die’s micromachining approach.
Machine tool—The shop performs its micromachining work for powder metal tooling on the 32,000-rpm HC-658 machine as well as another Roku-Roku VMC—a 30,000-rpm VS-652 four-axis model the shop purchased a year and a half after the other. Both machines provide the spindle speed and horsepower required for micromachining hard materials as well as static positioning accuracy and repeatability of ±0.000060 inch and ±0.000020 inch, respectively. Each is integrated with an oil-mist coolant delivery system that Mr. Magaro says provides the uniform mist delivery and fine adjustment capability needed for micromachining. In addition, the machines have Z-axis thermal growth compensation to account for slight environmental changes within the shop. Tool measurement is performed on these machines using a laser to measure tool length and diameter.
Toolholding—Quala-Die first used shrink-fit toolholders for micromachining, which are known for providing minimal runout. However, the shop found that its shrink-fit toolholders became distorted over time due to the repeated heating and cooling cycles. The result of this deformation was excessive runout for micromachining work. The shop now uses the powRgrip toolholding system from Rego-Fix. This system consists of precision, collet-style toolholders and a benchtop hydraulic press used to insert or remove collets from the holders. The standard toolholders are balanced to 25,000 rpm, although the shop often uses custom toolholders balanced to 42,000 rpm.
In addition to offering TIR of 0.00012 inch and 1,100 Nm of clamping force, this toolholding system enables quick tool changes. Changeovers using the shrink-fit system took 4 minutes, while operators can perform tool changes using the powRgrip in just 24 seconds. This is important, Mr. Magaro points out, because operators must make a number of tool changes each day. The shop now performs enough micromachining work to consume as many as 90 micro-sized tools per day.
Cutting tools—Most of the Jabro Mini end mills the shop uses measure between 0.004 inch and 0.019 inch in diameter. These solid carbide tools hold diameter tolerances within +0 / - 0.0004 inch and have negligible runout. The micrograin carbide cutters have an AlTiN coating for heat and wear resistance and a two-flute design to facilitate chip evacuation and provide sufficient web strength. The geometries for the square end mills are neutral—0-degree rake and 0-degree helix angles—while ball end mills have a 0-degree rake angle and a small helix angle.
Programming—The shop had used a moderately priced CAM package for “standard-sized” work, and that software performs well for such applications. However, it quickly became apparent that micromachining would require more powerful capabilities because toolpath nuances like ramp angles and rate of engagement are critical for maximizing the life of small-diameter cutters. Quala-Die now uses NX CAM from Siemens, which Mr. Cecchetti admits is more challenging to program, but offers the flexibility and programming options micromachining requires. The shop has four seats of this software, and each programmer has two computers per station. A manual switch box enables the programmers to set up one computer to verify a program (which can take as long as 2 hours and render the computer essentially useless for other duties), then flip the switch to work on the other computer.
When establishing programming parameters for powder metal tooling, the shop assumes that the hardness of each workpiece is higher than the given apparent hardness rating. Mr. Ball notes that it’s important not to get overly aggressive with depth of cut and stepovers during micromachining those materials. He says helical interpolation and helical ramping are micromachining toolpath strategies that work well. The ramp angle for helical ramping, Mr. Ball recommends, should not be greater than 1 degree for roughing and 0.5 degree for finishing. This minimizes the pressure on the tool’s tip to prevent breakage.
One of the keys to effective micromachining, Mr. Ball says, is to maintain a consistent chip load throughout the cut. That’s why it’s important to determine if the programmed feed rate matches the actual feed rate the machine can maintain. He notes that if a machine can’t maintain the programmable feed rate for at least 80 percent of the cycle time, then the programmable feed rate should be adjusted down to the machine’s maintainable feed rate to help ensure a consistent chip load. For example, if the program calls for 40,000 rpm and 100 ipm, but the machine can only maintain 50 ipm, then the spindle speed must be cut in half to ensure a consistent chip load.
Managing the New Method
Machine operators play an important role in micromachining at Quala-Die. They must be attentive to the process because tool life can be different depending on the grade of powder metal being machined. Although approximate tool life for cutters is known for individual powder metal grades, operators still remove cutters after each run and examine them for wear on the shop’s Micro Vu video measurement system. It’s especially important to do this after semi-finishing operations, Mr. Cecchetti notes. If a semi-finishing cutter shows signs of wear, operators are advised to rerun the semi-finishing operation with a new tool to ensure that the proper amount of stock is removed. This prevents finishing tools from encountering more material than is expected. Just a couple ten-thousands of an inch of extra stock is enough to snap a micromachining finishing tool.
Maintaining cutting tool inventory has become more challenging because of the higher volume of micromachining work the shop now performs. Quala-Die has recently installed a two-cabinet Matrix tool management system from Iscar to ease the burden. Operators use the system’s touch screen to log in and enter job information, and the system highlights the drawer location for each tool. Mr. Magaro says this system enables the shop to determine an accurate cutter cost for each job. Plus, he’s set it up to automatically e-mail tooling vendors to replenish tools.
Take Advantage of Help That’s Available
Mr. Magaro, who greatly values the support he’s gotten over the years from Mr. Ball, believes shops don’t always take advantage of the help available to them from suppliers. Of course equipment specialists are in the business of selling product, but many also offer experience and knowledge about specific aspects of discrete parts manufacturing that shops can tap to improve their processes. He’s constantly learning from them, and he feels others can, too, so long as they remain open to the opportunity.








Related Content

Ballbar Testing Benefits Low-Volume Manufacturing
Thanks to ballbar testing with a Renishaw QC20-W, the Autodesk Technology Centers now have more confidence in their machine tools.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
Controlling Extreme Cutting Conditions in Large-Part Machining
Newly patented technologies for controlling chatter and vibration during milling, turning and boring operations promise to drastically reduce production time and increase machining performance.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More