
MMS Looks Back: 1990s - High-Speed Strategies for a High-Speed World
Amid rapid advances in information technology, machines and tools designed for more powerful controls and more capable software enabled shops of the 1990s to mill faster than ever before. This story is part of our 90th anniversary series.

In August 1997, Modern Machine Shop devoted an entire issue to high-speed machining, including 10 feature articles encompassing both theory and practice.
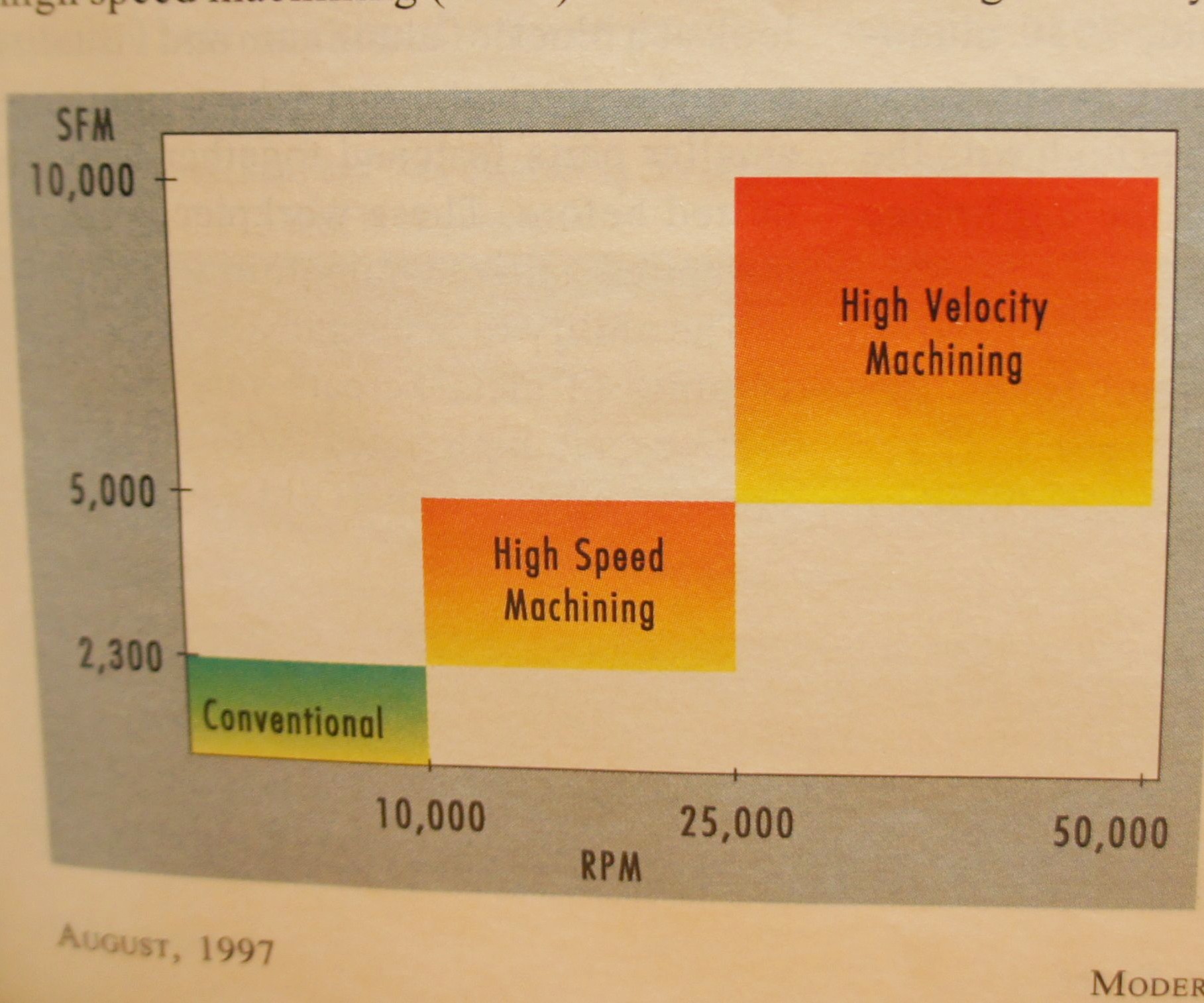
The definition of “high-speed machining” has always been nebulous, with the term meaning different things to different shops in different eras. This graph shows how a group of German researchers viewed the cut-off between conventional and high-speed machining, and between high-speed and “high-velocity” machining, in August 1997.
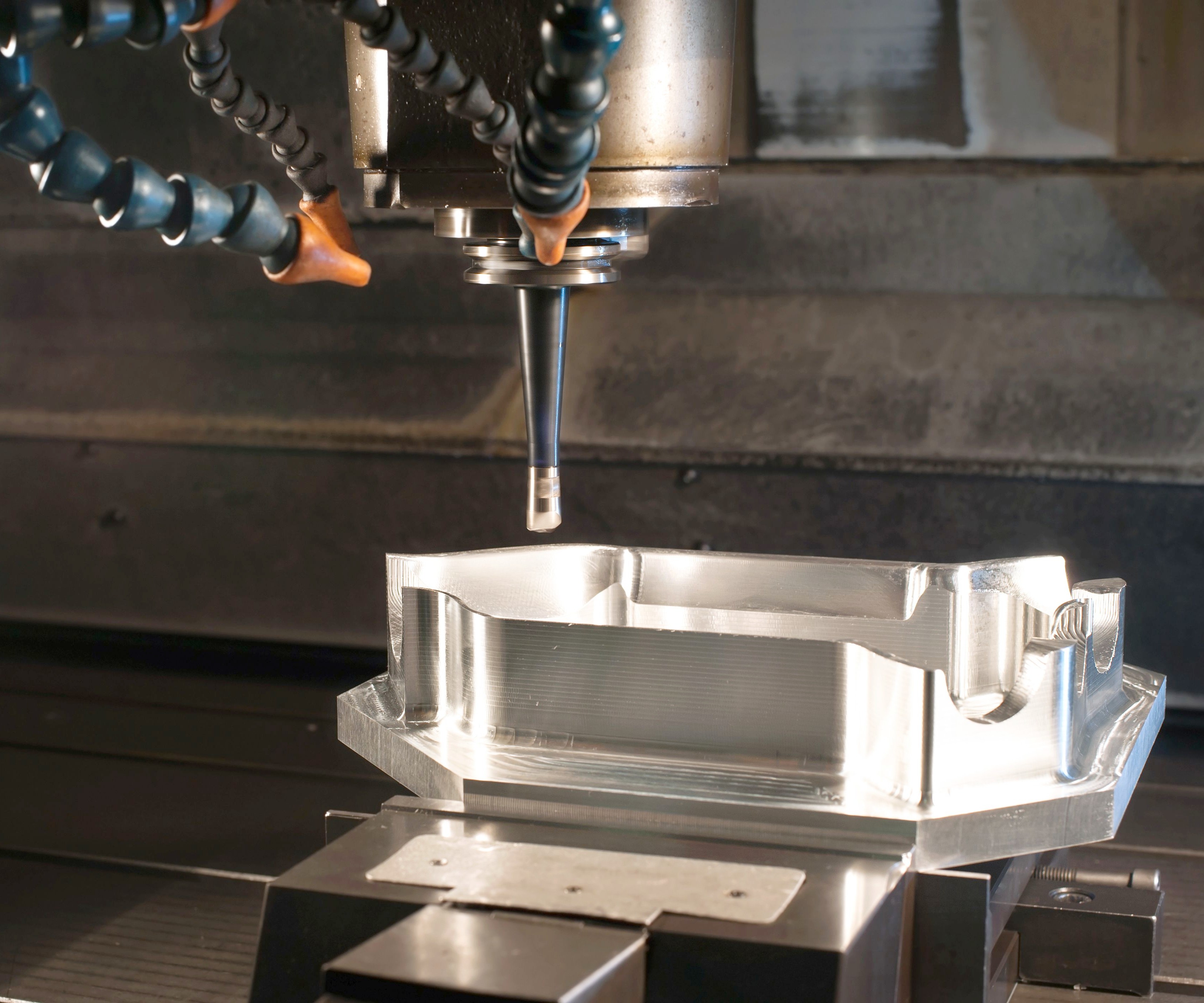
High-speed machining means different things in different contexts. In mold machining applications like this one, it typically denotes fast, light cuts in hard metals. For aerospace applications, however, the focus is often on leveraging harmonics to avoid chatter.
Share




Phillips Corporation
Featured Content
View More
Phillips Corporation - Education
Featured Content
View More









Modern machine shops are built on a long legacy of technological innovation, but the digitalized, interconnected manufacturing world we know today began to become tangible in the 1990s. Firewalls and intranets; personal-computer-based controls and 3D part files; email, e-commerce and e-everything—all of this was new and strange to shops competing in an era of accelerating globalization, rapidly advancing information technology and, at least in the United States, widespread economic prosperity.
For some, however, sharing in that prosperity was about more than developing that first website. It was about more than complying with new global quality standards or adopting “black-art” technologies like EDM that were becoming more accessible. Gains from advances in computing filtered all the way down to the interface of cutting tool and workpiece, with forward-thinking shops beginning to mill faster and shallower than ever before.



In August 1997, less than a decade after the term “high-speed machining” first appeared in these pages, Modern Machine Shop heralded the burgeoning technique as “The Biggest Breakthrough Since Numerical Control.” That issue is devoted entirely to high-speed machining, with 10 different feature articles covering topics ranging from programming to balancing cutting tools to pushing existing machinery to new limits.
Regardless of whether that cover’s tagline rings true in hindsight, high-speed machining would become the process of choice at countless aerospace and tooling shops throughout the next two decades. At the time, however, applications were limited. “Maybe your biggest question is: ‘Why do I need this technology at all?’” wrote then editor Tom Beard in his monthly column. “While it’s hard to say just how broadly high-speed machining will eventually be applied, it’s a pretty safe bet that competitive standards for machining rates are going to follow the leading-edge applications upward. Faster feeds and speeds are somewhere in your future and may be closer than you think.” (Mr. Beard is now director of custom content at MMS publisher Gardner Business Media).
Thanks to the participation of a few early adopters, the articles that followed covered not just theory, but also practice—real-world applications that are remarkably similar to many covered in MMS today. Although the underlying technology has become far more capable, much of the wisdom in these articles (which were among the first to appear on mmsonline.com) remains as applicable today as ever. Here are a few examples:
Definitions Are Nebulous
High-speed machining “means different things to different people,” stated Mark Albert, who is now Editorial Director, in the opening article of August 1997’s special coverage of the topic. Now, as was the case when that issue was published, parameters vary by application and by era, and different shops contend with different lot sizes, materials and specifications. A better indicator of success is whether high-speed machining tactics facilitate a significant change in the overall process. For instance, one shop covered in the issue was an automotive manufacturer realizing speeds fast enough to move production from dedicated transfer lines to more flexible machining centers. Another was a moldmaker using the technique to reduce EDM burning and manual polishing. A third story covered an aerospace manufacturer using the technique to cut thin walls, and to cut single, large parts rather than multiple components for later assembly. Although novel at the time, these applications would soon become the most common examples of high-speed machining applied in the field.
All Elements Are Interlinked
The August 1997 issue directed significant focus to the computer numerical control (CNC) and computer-aided manufacturing (CAM) software advances that made high-speed machining possible. One article gushes that high-speed machining programs might require “huge amounts of data—10 megabytes is not uncommon,” and that “an Ethernet network might be required to download programs of this size efficiently.” CAM systems were beginning to offer tool paths designed to avoid sharp directional changes and maintain a constant cutter load. More fundamentally, higher-than-ever block-processing speeds (“less than a millisecond” in some cases) were enabling CNCs to anticipate upcoming motion and adjust acceleration, deceleration and other parameters accordingly.
Successful high-speed machining required mechanical elements to evolve as well. “Virtually every aspect of the servo-control system has been upgraded,” Mr. Beard wrote in an article covering how machine design was changing. Linear motors and guides were just beginning to be considered for machine tools. Spindles driving tools faster than 10,000 rotations per minute required non-greased bearings to prevent problems with heat, so oil-lubricated bearings with ceramic rolling elements and steel inner and outer races were the order of the day. An article devoted specifically to cutting tools mentions various technology that is still common today, such as shrink-fit toolholders and HSK interfaces that ensure stability through simultaneous contact with spindle face and taper. “High-speed machining is a system, with its many components interlinked,” wrote then Senior Editor Chris Koepfer, articulating a central theme of various high-speed machining articles MMS would publish in the ensuing years (Mr. Koepfer is now editor-in-chief of MMS sister publication Production Machining).
Application Stories Are Appreciated
A rising tide lifts all boats, as they say, and Mr. Koepfer used his monthly column to thank sources, particularly the end users covered in the application stories. “Many might think it’s not in a shop’s commercial interest to divulge proprietary information—which high-speed machining could be considered,” he wrote about the “best in industry” attitude of the subjects of that month’s application stories. “It was a generous thing for them to share information about how they machine at high speed.
“Getting the insight we did in preparing these stories for our audience of more than 106,000 demonstrates that quite a few people in our industry see the bigger picture,” he continued. “It’s not about one shop beating out another. If everyone manufactures better then manufacturing is better for it.”
These comments may as well have been written yesterday. If you have a story you’d like to see told in Modern Machine Shop, whether about a modern application of high-speed machining or anything else, contact an editor at press@mmsonline.com.








Related Content

SW North America Open House Showcases Advanced Machining Solutions
SW North America hosts its 2025 Open House at its Michigan headquarters, featuring live demonstrations of the BA 322i and BA Space3 machining centers with a focus on medical and aerospace applications.
Read More
United Machining Solutions' Wire EDM Supports Lights-Out Machining
United Machining Solutions’ Agie Charmilles Cut P 350 Pro features a robust design, the Uniqua human-machine interface and multiple automation options.
Read More
YCM Alliance Five-Axis VMC Enhances Machining Performance
YCM’s RX65+ VMC is engineered for speed, rigidity and accuracy in demanding applications.
Read More
Cut Cycle Times Through an HPC and HSM Ecosystem
High-performance tooling can make deep cuts in your cycle times, but requires the right preparations to make full use of it. Sandvik’s Chris Monroe walks us through some of the considerations for making the best use of today’s advanced tooling.
Read MoreRead Next

WEBINAR: From Machine Data to Guided Action: How Modern Shops Are Closing the Execution Gap
In this webinar, MachineMetrics Product Manager Josh Fish is joined by Pindel Global Precision's Thomas Deslongchamps, for a candid look at what closing the execution gap actually looks like inside a precision machining shop.
Read More