Not Your Typical Job Shop
This family-owned job shop has developed an integrated fabrication and machine shop in order to satisfy customers' changing needs. In doing so it has become an example that other shops might want to imitate.

Share










A sample of Ascension's capability is shown. Its Mazak 2000 Watt laser (they also have a 1500 Watt machine) cuts virtually any material and steel up to 3/4 inch in thickness. A large capacity Toshiba is one of several CNC boring mills that comprise the machining side of the business.


This family-owned job shop has developed an integrated fabrication and machine shop in order to satisfy customers' changing needs. In doing so it has become an example that other shops might want to imitate.

Father and son team at Ascension - founder John and president Jack Kopczynski. They have built a successful job shop business based on flexibility and capability. As companies look to suppliers for more manufacturing services, these shop owners believe suppliers must be willing to venture into new disciplines.
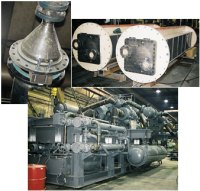
Shown as some of the "workpieces" produced at Ascension. The cone shaped reduction joint is cut on the laser, simplifying its production by eliminating secondary operations. Large, skid-mounted fluid processing units and heat exchangers are a forte of this shop.
Metalworking is traditionally divided into two main types of job shops. There are machine shops and fab shops. Increasingly, job shop customers of both stripes are looking to work with fewer vendors. They are driving a move toward integration of these two processes.
To satisfy this trend, many machine shops are sub-contracting with fab shops and vice-versa to keep customers happy. While that works well for some, a few shops have abandoned sub-contracting in favor of putting machining and fabricating under their own control.



Ascension Industries (North Tonawanda, New York) is an example of a job shop that has successfully integrated metalcutting and metal fabrication. By blending these usually separate processes, Ascension has gotten closer to becoming a true full-service supplier to its customer base. In many cases because of its unique capabilities, it has become a partner with its customer.
It's About Business
The job shop is a make-it-best-you-can environment where almost every new job represents new process challenges. It's also an environment where profit or loss hinges on how efficiently the shop can get a job done.
In the case of Ascension, it has built a job shop business based on flexibility and breadth. It's a business designed to handle parts, sub-assemblies or complete products for its customers.
By performing more services than generally found in a single discipline job shop, some of the business risk is spread over a group of jobs rather than just one. It has also cultivated customer loyalty by becoming a unique kind of vendor.
While the company has derived more work from its diverse capability, as one might expect, there have also been process advantages from the crossover that were not anticipated. To find out more about this fab/machine shop, we talked to the company's president, Jack Kopczynski.
Four Shops In One
Ascension is really four shops in one if you look at how it is organized. "We are a toolroom operation," says Mr. Kopczynski. "We are a large capacity CNC machine shop, and we do heavy fabrication and welding in addition to light sheet metal work."
The tool room, comprised of standard machine tool equipment, is the central unit of the machining business. It supplies all the other "shops" with tooling, fixtures, or whatever they need, in addition to doing contract work for customers.
Large machining capability is highlighted by a pair of CNC horizontal boring mills, a Toshiba table-type with 13 feet by 7.5 feet by 5 feet X-Y-Z travel. It's complemented by a Union floor-type with 18 feet by 8 feet by 4.5 feet X-Y-Z travel. Both machines are capable of four-axis machining.
Heavy fabrication is done on a variety of bending, rolling and forming machines. They cut, bend and weld carbon steel, stainless, aluminum, nickel, steel and copper alloys along with cast iron.
"Our market niche," says Mr. Kopczynski, "is the manufacture of large parts and assemblies using a variety of materials and customer-supplied components. These include heat exchangers, pressure vessels, skid mounted assemblies, bases, forgings and castings, most of which require extensive fabrication and machining.
"Many of our customers are global companies involved in the chemical processing, transportation, aerospace and petro-chemical industries. Our large boring, milling and drilling capability isn't commonly available. We also have 30 ton overhead crane capacity to handle some pretty big jobs.
"Originally, much of our work came in for machining," continues Mr. Kopczynski. "We could handle the machining on larger fabricated structures that customers would fabricate in-house. Eventually, we asked some of our customers if we could take a shot at machining and fabricating. We were successful and more work came in because, like other manufacturers, our customers were looking for full-service suppliers to relieve them of some of their manufacturing."
A Flexible Tool
As the company developed its internal fabrication and machining businesses, it quickly became apparent that having both processes close at hand presents opportunities for creative process improvements. A catalyst for this integration is the laser-processing center.
To put laser processing into machine shop terms, think about having a machining center with a 48 by 96-inch work zone. It does not require the workpiece blank to be clamped or fixtured. No cutting tools are necessary, and it can cut virtually any material, including Plexiglas and cardboard.
For Ascension, its two Mazak Nissho Iwai (Schaumburg, Illinois) laser-processing centers have become invaluable job shop tools. These machines cut parts used throughout the shop. From fixtures, to machine guards, to custom parts, the laser is integral to smooth workflow and processing flexibility at Ascension.
"We can cut almost anything with these machines," says Jim Brodzik, who runs the laser department. "Key for us is that the setup requirements are virtually zero. We download a program, slap a piece of sheet on the machine, find the start point and cut. It's really that simple."
An example of how this machine helps Ascension is fabrication of a special connection on a customer's compressor unit. The fabrication is a cone-shaped reduction joint that connects an external pipe to a compressor unit.
"To cut this piece we simply program the shape on the laser and cut it out," says Mr. Brodzik. "The laser is accurate enough and gives such a clean cut that secondary operations are eliminated. The sheet is rolled and welded. That's it."
Hole making is another operation in which the laser earns its keep. Many of the holes for flanges, mountings, hold-downs and other applications were once put on the boring mills after the fabrication was welded-up. Now, using a laser on pre-cut sheets creates many of these holes, which frees the big mills for other jobs. A laser interpolates a circle to cut a hole. Diameter is not an issue.
"The laser is a great hole maker," says Mr. Brodzik. "It can't hold diameters as close as a boring mill, but for many of our requirements, hole location is more important than highly accurate diameters. Plus, we can cut almost any size hole without changing tools. What's nice for us as a job shop is we have the flexibility to laser cut or drill holes, according to customer requirements."
Integration
At almost any step in the manufacturing process at Ascension, integration between the fab shop capability and machine shop is evident. In most shops, production planning and scheduling is built around what the shop can do in-house and what it must send out.
Often the production steps are not sequential, requiring the workpiece to be transported in and out of the shop several times as manufacturing progresses. For the large units that Ascension produces, this can be time-consuming and expensive.
At an integrated shop like Ascension, the workflow is smoother because the shop has control of its production resources. With that control comes the ability to coordinate among the various production centers based on priorities of the job rather than a given outside supplier's load. Ascension isn't different from a typical machine shop which mills, drills, or grinds, except that its scope is bigger because it includes metal fabrication.
"We're like many of our customers," says Mr. Kopczynski. "We too are trying to reduce the number of vendors we deal with. Because we can machine what we fabricate and vice-versa, we're able to maintain control over both scheduling and quality, which gives us control over delivery. We even get work from our local competitors who don't have our breadth of production capacity."
Scalability
Ascension's niche is in big workpieces. Its successful integration of metal cutting and metal fabrication is based in part on its ability to handle, machine and assemble large units. Even so, Mr. Kopczynski believes that integrating a machine shop and a fab shop is not dependent on the size of the workpieces being manufactured.
"It's less about what you manufacture as it is how you go about doing the job," says Mr. Kopczynski. "Step one is to look at what you do well for your customer and simply ask them if you can do a little more. For example, if you make a box then offer to make what goes in the box or what the box attaches to. Build the integration slowly. Most of our customers are happy to give us a crack at doing more."
Probably the best incubator of manufacturing creativity is the job shop. It's also where some very good process knowledge gets developed. Necessity becomes the mother of invention. That invention is constrained only by the capacity of the shop's equipment and the expertise of its operating personnel.
To get into sheet metal processing, Ascension selected Mr. Brodzik, who had experience in the process. "When we felt it was time to grow into sheet metal processing," says Mr. Kopczynski, "we selected Jim Brodzik. Through direct involvement with Mazak—specifically through their training programs—he helped us develop and succeed in applying the laser-processing center. It's been an excellent investment both as an internal resource and as an external revenue source for contract work."
Manufacturing is basically a series of steps. Each step is an opportunity for the shop to add value to a customer's work. Shop capacity is based on how many steps it can perform. A shop looking to increase its capacity must first determine where its strengths lie. From there, it should look for opportunities that can incrementally increase the value added to parts it makes for customers. As OEM companies look for ways to reduce the number of suppliers they must work with, this job shop model may not be optional.








Related Content

How I Made It: Amy Skrzypczak, CNC Machinist, Westminster Tool
At just 28 years old, Amy Skrzypczak is already logging her ninth year as a CNC machinist. While during high school Skrzypczak may not have guessed that she’d soon be running an electrical discharge machining (EDM) department, after attending her local community college she found a home among the “misfits” at Westminster Tool. Today, she oversees the company’s wire EDM operations and feels grateful to have avoided more well-worn career paths.
Read More
How Proper Scheduling Leads to a Successful Machine Shop
Proper scheduling of jobs is paramount when it comes to running an efficient machine shop.
Read More
Workholding Fixtures Save Over 4,500 Hours of Labor Annually
All World Machinery Supply designs each fixture to minimize the number of operations, resulting in reduced handling and idle spindle time.
Read More
Shop Tour Video: You've Never Seen a Manufacturing Facility Like This
Explore Marathon Precision’s multi-process approach to manufacturing, where blacksmiths and hand-forged dies meet state-of-the-art CNC machining. Discover how restoring classic muscle cars and building custom art projects creates a dynamic shop culture — and draws top talent to this unique and innovative metalworking facility.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More