
Operation Library Slashes EDM Electrode Cycle Time
EDM sinker electrodes have complex geometries and must be manufactured to high precision, creating a challenge for CNC programmers. Additionally, because electrodes are produced in small lots, it is important to keep programming time short. The EDM Department, a provider of EDM tooling and contract manufacturing, o
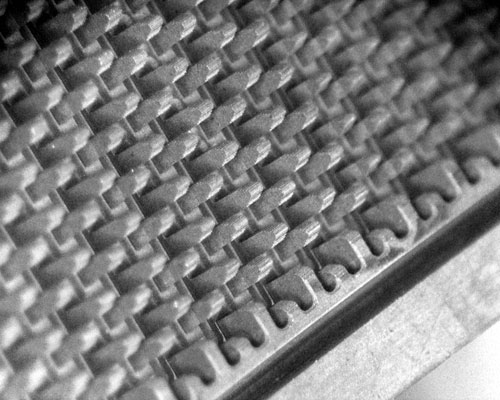
The individual posts on this telecomm connector electrode measure 0.0102-inch across by 0.056-inch tall and were machined with 0.0059-inch cutters. The program for this part, which is roughly the size of a postage stamp, had more than one million lines of code.

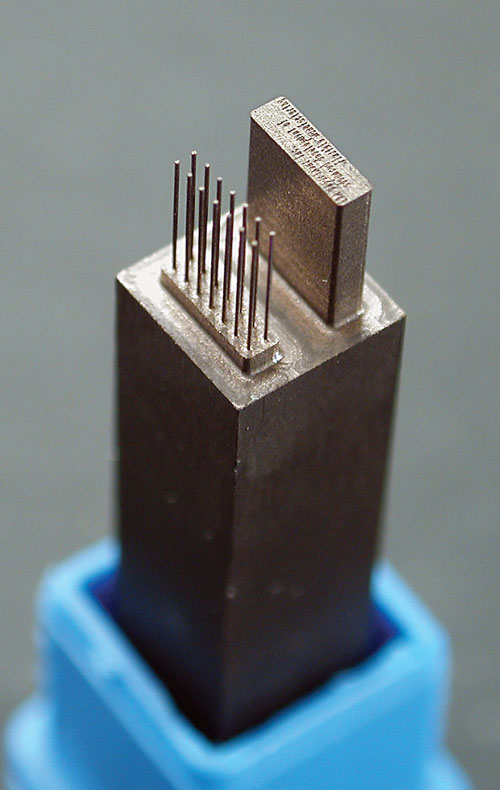
The 0.0053-inch-diameter, 0.1800-inch-long electrode shown here has an aspect ratio of more than 30:1. Esprit's simulation and KnowledgeBase machining capabilities enabled the company to reduce cycle time on this part.
Share









EDM sinker electrodes have complex geometries and must be manufactured to high precision, creating a challenge for CNC programmers. Additionally, because electrodes are produced in small lots, it is important to keep programming time short. The EDM Department, a provider of EDM tooling and contract manufacturing, overcame these challenges with the aid of new CNC programming software, DP Technology’s Esprit CAM package. The software’s KnowledgeBase feature is designed to help determine the best method to machine a given part or feature by automatically selecting the most appropriate machining cycles, cutting tools, and machining parameters.
“The Esprit KnowledgeBase enables us to embed our machining expertise within the software, which substantially reduces programming time,” says Mark Raleigh, president of the Bartlett, Illinois-based company. “We are using knowledge-based machining to develop a storehouse of optimized operations that we use over and over again to ensure that each of our programs is as productive as possible.”



Mr. Raleigh began working with sinker EDM in 1978 and started EDM Department in 1997. The company initially focused on consulting work, leveraging Mr. Raleigh’s expertise with the relatively unfamiliar process. As the company grew, it discovered that some customers preferred to outsource the manufacturing of tooling for sinker EDM—or, in some cases, the entire production process. Today, the company’s business is 65 percent production and 35 percent consulting.
While wire EDM uses a wire as the electrode, sinker EDM sinks the required shape into the workpiece. Mr. Raleigh says sinker EDM provides more flexibility than wire EDM because the electrode can be virtually any shape. It has become particularly popular for molds involving high aspect ratios (the ratio of the length to the diameter of a hole). In fact, molds used to produce medical products such as syringes sometimes have aspect ratios greater than 5:1. These applications are difficult because the required tools are expensive and fragile. In addition, many such molds are constructed with high-strength, hardened steel, which increases stress on the cutter.
The EDM Department previously developed CNC programs for its sinker EDM molds with 2D CNC programming software. One problem with this approach was that defining part geometry required a considerable number of trigonometric calculations. Also, the software was unable to accommodate 3D contoured surfaces. Programmers could produce simple contours by writing their own G code and attaching it to the program, but this took so much time that it was practical only for very simple contours. Moreover, the software did not support new-generation machines such as turn-mills and four-axis machining centers, so the only way to program such machines was, again, writing G code to support advanced functions.
When Mr. Raleigh decided to invest in a solid model-based CNC programming system, he chose Esprit because of its KnowledgeBase machining capabilities. KnowledgeBase allows programmers to drag and drop previously created machining operations from a library rather than creating new operations from scratch. This saves time by automating tedious programming functions, Mr. Raleigh says. It also reduces cycle times by providing standardized operations that have been optimized by skilled, experienced programmers. Over time, the company has created a library of machining operations that handle the majority of its programming tasks.
One application that exemplifies how the software helped the company involves a syringe mold with a finish diameter of 0.0052 inch and a tolerance of plus 0.0002 inch/minus zero. The finished part has an aspect ratio between 11:1 and 12:1. The electrode itself measures 0.18 inch long, so it required an even higher aspect ratio of more than 30:1. The company produced this part on a Roku-Roku HC-435 vertical milling machine with a positioning repeatability of 0.000019 inch within its entire machining envelope.
For this and other parts, Mr. Raleigh begins programming by opening the SolidWorks solid model in Esprit. He then divides the solid model features into three files according to whether they are best suited to sinker EDM, wire EDM or machining. The program automatically integrates the solid model and organizes the geometry into features. Mr. Raleigh reviews the features selected by the program and makes any needed changes.
The next step is assigning metalcutting operations to each of these features. Mr. Raleigh and other programmers have developed machining operations for features common to the company’s products and saved those operations to the KnowledgeBase. When the software encounters similar features, it can automatically apply these operations. This not only ensures that each prgram takes full advantage of both the machine and the cutting tool, but also saves programming time and cycle time for future parts with similar features.
The company then uses Esprit to simulate the machining operations. The simulation includes the entire part, tool and machine and enables the programmer to view each individual cut in the process. Programmers also can inspect the “finished” part by comparing the as-machined workpiece to the original mold design and zoom in on the simulated mold to determine whether it matches the customer’s design.
The company typically nests sections of the program into subprograms to keep files at a manageable size. These subprograms are combined into arrays that typically make 70 electrodes in one night without operator attention. The programs are relatively simple because the electrode matches the contour of the finished part, reducing the complexity of the machine’s motion.
Programmers also incorporate abstract positions along the cutter path. Whenever the tool passes one of these positions, it sets a pointer. Thus, if a job needs to be stopped, it can be restarted where it left off to avoid cutting air.
The new software has helped EDM Department reduce programming time and increase machine productivity. The company can program complicated parts in less time, and the ability to create realistic simulations has reduced programming errors, which in turn reduces machine setup time. “Our ability to optimize machining operations, store them in a library and quickly apply them to features has reduced cycle time by ensuring the use of optimized machining technologies,” Mr. Raleigh says. “Esprit also makes it easy to change and evaluate machining operations, which makes it practical to continually improve our programming methods."














Related Content

Blueprints to Chips: CAD/CAM Tips and Tricks
This collection of articles delves into the latest CAD/CAM innovations, from AI-driven automation and optimized tool paths to the impact of digital twins and system requirements.
Read More
Advanced Tool Paths, Simple Implementation
Programming advanced tool paths used to be a complex, time-consuming task. Canned cycles in CAM software have now made them more accessible than ever.
Read More
The Smarter Way to Take Full Control of Your CNC Machine Shop
Designed to bridge the gap between CAM programmers and shop floor operators, SolidShop provides a seamless, real-time solution for managing G-code, tracking production and eliminating costly mistakes.
Read More
AI Creates CAD Files From Scan Data
While 3D visual scanners are useful, converting a visual scan to a usable CAD file can be a time-consuming process. With generative AI, it may be much simpler and faster.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More