
Pushbutton Die Making
High speed milling let this automotive forging company reverse a decades-old practice and bring die making back in house.
Share









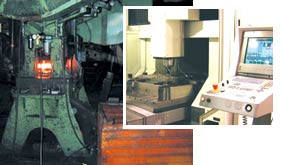
High speed milling is the enabling technology that makes it cost effective for Trenton Forging to machine its dies in house. The machining center shown (along with another just like it) makes dies for the forging area pictured at left.

Die machining takes place in a shop built last year. The two new machining centers are visible at left.

One demand of direct milling is a quality CAD model. Part of equipping the new die shop was hiring designers to meet the increased modeling workload. CAD designer Jeff Paton is pictured here.

These dies are typical for Trenton. Milling directly in steel lets the company produce tools like these in a single setup.
A potential customer touring Trenton Forging saw a forged part very similar to one of the parts he had asked the company to quote on.
The Trenton, Michigan, forging supplier had received prints from this customer just the previous week.



However, the customer learned it wasn’t a similar part he was seeing, it was his own part. Within one week of receiving prints, Trenton Forging had modeled the job, machined the die and made a run of good forgings.
The company was showing off. But at the same time, it was communicating an important point about its new capabilities. Thanks to a change in how dies are machined and who does the machining, this automotive forging supplier can now assure its customers of significantly tighter lead times. The die for this job was ready within a week; Trenton can promise any die within two weeks. The company never could have made that promise more recently than a year ago this month.
October 2000 was when Trenton installed two new 18,000-rpm machining centers for die milling. In September 2000, the company finished construction of the building created to house these machines. With this new shop, and with the employees hired to staff it, the forging supplier now has the potential to take on all of its own die machining—work the company has contracted out for decades. The ability to make dies through milling alone accounts for why the work can now be done in house.
Milling Pros And Cons
The contract die makers that serve Trenton Forging rely heavily on EDM. A key reason why Trenton’s owner David Moxlow decided to purchase the two machining centers was to provide an EDM alternative. Fast, accurate machining centers can make it cost effective to mill complex details directly in steel through fast, light cuts. Thus Trenton can now machine a die from a 42 RC block entirely in one setup.
Project engineer Jason Van Buren explains why this capability makes in-house die-making attractive. EDM, with its greater number of steps, usually requires more labor than a forging supplier could afford to dedicate to die making. The steps generally include modeling, electrode milling, preparing the steel block through manual machining, and the EDM burn itself. All but one of these steps require a human. The one step that runs unattended—the burn—accounts for much of the reason why Trenton is accustomed to longer lead times.
High speed milling is faster and easier to support. Out of the preceding sequence of steps, only the modeling remains. Machining can be run largely unattended when the job is new. When the job is old, it can be run entirely unattended—as when a worn-out die returns to the machine to be milled again using a program already proven out.
Milling is also more accurate, Mr. Van Buren says. With EDM, the various handlings lead to error stacking. Trenton was used to allowing tolerance bands as wide as 0.005 inch. With one-stop milling, the company produces the same features to tolerances well under 0.001 inch.
But all of these advantages are balanced by one critical disadvantage of milling: the initial cost. Milling’s benefits come only after an upfront investment has been paid. That investment takes many forms.
Sunk Costs And Resinking
Major expenses for the new die shop included machining centers, tooling, CAD, CAM, computers and the building itself. (See the shaded box below.)
Other start-up costs didn’t come with specific price tags. The company’s search for talented staff for the CAD/CAM area, for example, was difficult and time consuming. Trenton now employs three new hires in this area, with Mr. Van Buren making four. At 5 years with the company, Mr. Van Buren is a senior member of the die shop—but not the one with the most experience. Programmer Walt Schultz has 25 years of forging industry experience, having owned his own die shop at one time. CAD designers Randy Kruse and Jeff Paton have worked in automotive design for 13 years and 5 years, respectively. Another key member of the die shop is its manager, Steve Thornsbury, who has been with Trenton for 10 years.
Four people working at computers to support two machining centers may seem excessive, but for the work Trenton Forging does this proportion is just right. Because most jobs arrive as 2D drawings, parts have to be modeled from scratch. Time spent working with CAD and CAM—mostly CAD—can easily exceed milling time.
In fact, milling makes the modeling time increase. An electrode is a“positive” of the forged part, so an electrode milling program can overlook discontinuities occurring inside the surfaces of the model. Die machining turns this model inside-out. As a result, “the model has to be watertight,” Mr. Van Buren says. The need for more attention during the modeling step is one more way that milling exacts an upfront cost.
But with forging die milling, the NC program from that model gets used again and again. Making forging dies differs from other types of mold and die making in that the same die is usually machined several times. A die at Trenton Forging wears out after 10,000 to 100,000 parts (depending on the intricacy of the die), but that doesn’t end its useful life. The die shop gives the tool a new life by machining the same geometry again just 1/16 to 1/4 inch deeper into the block. This refurbishment is called “resinking”—an EDM term for a process the company will now perform more quickly using milling.
Trenton hasn’t had the machining centers long enough for a die created through milling to make its way back to the shop for resinking. When this does occur, however, the process truly will be “pushbutton.” The metal properties of the die don’t change significantly as a result of the die being used, so the milling program that was tweaked and proven out one time will work the same way again. Resinking will involve just returning the die to the machining center and pressing Cycle Start.
The potential efficiency gain from resinking through milling is so large that Trenton is looking for ways to let its current dies benefit from the process as well. If the price is right, the company will use a digitizing contractor to map electronic models for these dies, so milling programs can be ready for these tools too.
Going Unattended Including resinking, the two machining centers together ultimately will mill 200 to 300 dies per year. This output level requires the machines to run unattended at night and during weekends. Simple strategy plays an important role here; Mr. Van Buren schedules die machining so that roughing occurs by day while the much longer finishing cycles run through the night. But scheduling is only one factor in making the best use of the machines’ unattended hours, he says. Certain enabling technologies also do—or will—play a role. They include:
Non-contact tool measurement. A laser toolsetting system within the machine’s work zone makes it easy to establish tool offsets quickly. During unattended machining, the unit also permits a quick safety check, ensuring that the right tool has been loaded in the spindle when no operator is present to make the determination by eye. CNC tool substitution. A “replacement tool” feature of the CNC allows a given pocket in the tool magazine to be flagged as holding the replacement for a tool in another pocket. After the specified cutting time for the primary tool has been reached, the CNC holds that tool out of service and uses the replacement tool instead.
Trenton keeps the contents of the tool magazine the same for every job. A glance at the standing tool assignment (at left) shows how heavily the shop relies on redundant, replacement tools.
- The Internet. The Internet is not a tool for unattended machining yet, but perhaps it soon will be. Trenton is sufficiently interested in this simple idea that Mr. Van Buren is confident its time will come.
The idea is to have a “Web cam” streaming real-time video of the machines to a password-protected Web page. The utility would increase the machines’ productive time because an employee could verify remotely that a machine was still running, and if it wasn’t, determine visually whether an emergency visit to the shop could fix whatever problem had occurred.
Mr. Van Buren is father to an infant; he owns a baby monitor. With this use of the Web, he says, he may soon have a machining center monitor too.








Related Content

Blueprints to Chips: CAD/CAM Tips and Tricks
This collection of articles delves into the latest CAD/CAM innovations, from AI-driven automation and optimized tool paths to the impact of digital twins and system requirements.
Read More
Five-Axis CAM Strategies Cut Cycle Time for Two Shops
After being acquired by the same parent company, two shops found that working together and sharing knowledge improved both of their bottom lines.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
How Integrated CAD/CAM Transforms Inventions Into Products
The close connection between CAD and CAM is what links creative ideas to practical production for this unique custom manufacturer.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More