
Retooling Unlocks New Equipment Capabilities
To meet demand for more complex work, this Chicago-area manufacturer recently invested in its first high speed and five-axis machine tools. Replacing its previous cutting tools with aluminum end mills and drills from SGS Tool Company enabled the shop to take full advantage of these machines' advanced capabilities.
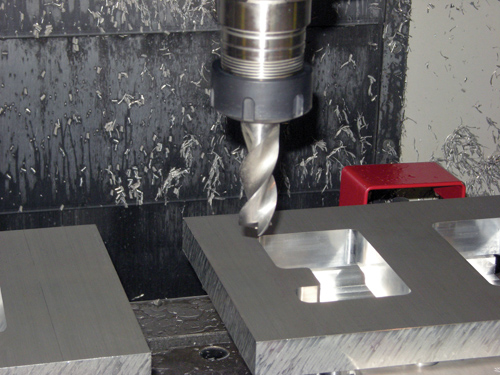
The Series 43 three-flute S-carb end mill was used for two of the nine operations needed to cut the part. The tool reduced operation time by 275 percent compared to- the company’s previous cutter in the first operation and by 300 percent in the second.
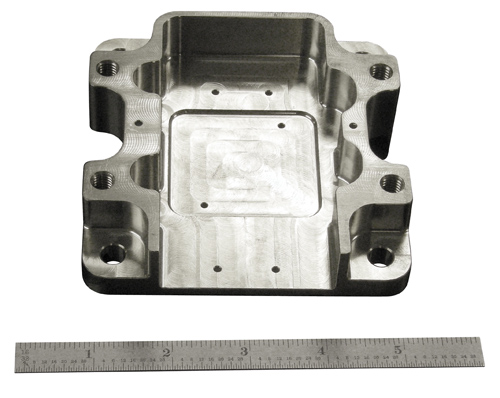
The NASCAR test part begins as a large plate from which two completed parts are machined, a process that involves removing a relatively large amount of material.
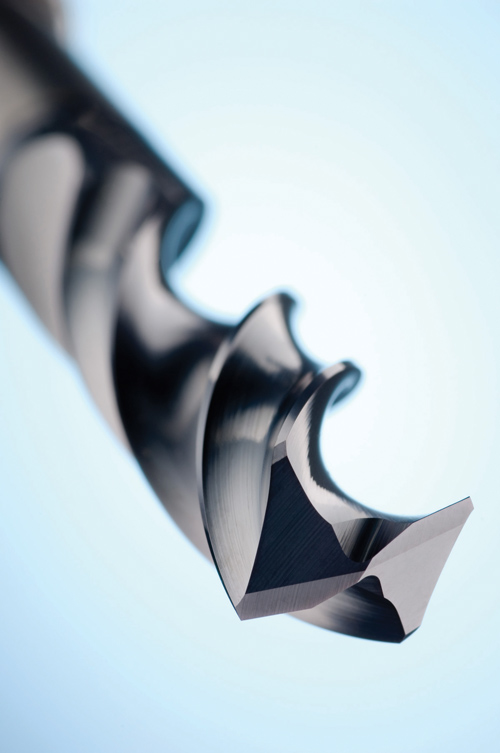
According to the manufacturer, the Hi-Per Carb’s notched, 145-degree, self-centering point eliminated the need for spot drilling, while its helical, double-margin design increased stability and provided the necessary surface finish without a separate reaming operation.
Share









Test Results
|
SGS Tool |
Previous RPM |
Previous Feed Rate |
SGS RPM |
SGS Feed Rate |
Results Summary |
|
Series 43 S-Carb |
6000 |
60 |
10,186 |
165 |
275% operation time reduction |
|
Series 44 Ski-Carb |
6000 |
40 |
12,000 |
125 |
313% operation time reduction |
|
Series 135 Hi-Per Carb Drill |
2600 |
8 |
10,232 |
40 |
500% operation time reduction |
|
Series 43 S-Carb |
6000 |
30 |
12,000 |
84 |
300% operation time reduction |
|
Series 1 Standard End Mill |
6000 |
10 |
12,000 |
38 |
380% operation time reduction |
|
Series 47B S-Carb |
6000 |
10 |
12,000 |
65 |
650% operation time reduction |
|
Series 47B S-Carb |
4000 |
15 |
12,000 |
35 |
233% operation time reduction |
|
Series 1 Standard End Mill |
6000 |
15 |
12,000 |
24 |
160% operation time reduction |
|
Series 135 Hi-Per Carb Drill |
NA |
NA |
8,953 |
35 |
Replaced 3 tools (Drill, Flat Bottom Drill & Reamer) |
|
|
Original Cycle Time |
44 Mins. |
SGS Cycle Time |
19.5 Mins. |
Overall cycle time reduced by 56 percent |















Related Content

A New Frontier in Surface Finish Control
What if your machine tool could measure surface roughness as it cuts? This article explores how in-process metrology is advancing from concept to reality, enabling real-time feedback, immediate detection of anomalies and new levels of control over surface quality. Discover the technologies making this possible.
Read More
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read More
Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.
Read More
Measuring Torque, Thrust Force for Smart Drilling Operations
To monitor drilling operations for smart manufacturing solutions, torque and thrust force can be measured.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More