
Single-Pass Vs. Multi-Stroke: The Ins and Outs of Honing
Two principal honing processes are available. It’s important to choose the right one for the application requirements.

Compressor bodies, because of bore length and surface finish requirements, are typically honed with the multi-stroke process.
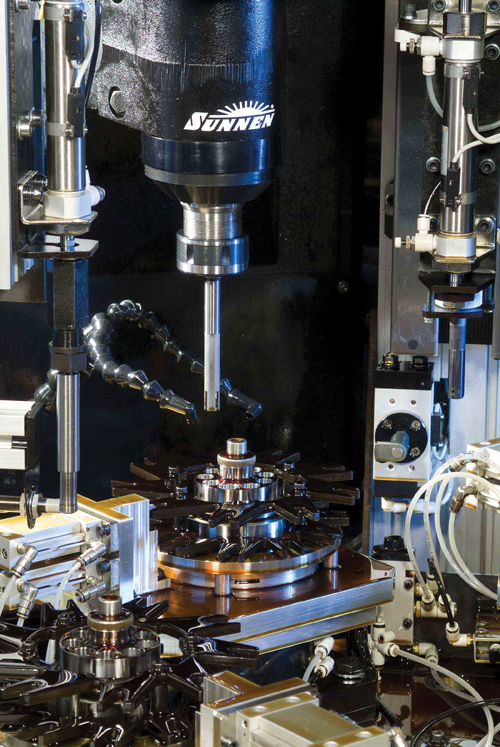
Piston pumps used in hydraulic flight control systems have clearances of 0.005 mm between moving parts, requiring precise bore size, roundness and straightness. The photo shows wobble pump bodies in a multi-spindle honing machine equipped with air gaging stations between spindles. This machine can control bore size to within 0.00025 mm.
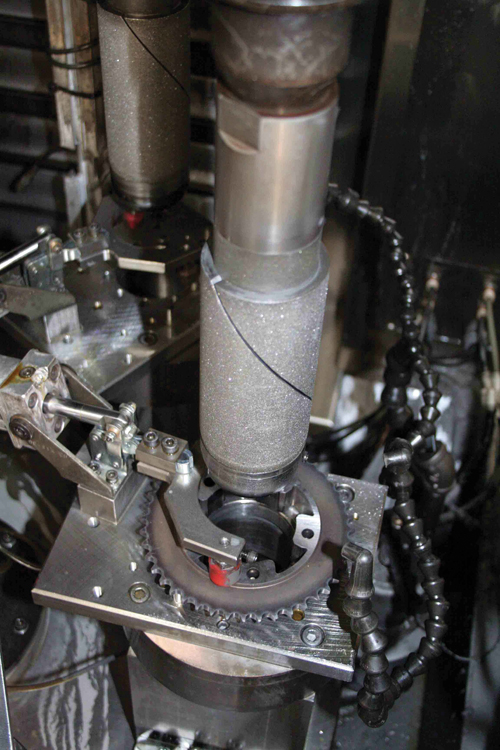
Here is a single-pass honing tool. The powder-metal part has a relatively short but segmented bore, making it ideal for single-pass honing. The machine produces more than 4,000 parts per day with 50-micron roundness and 80-micron total tolerance.

A short bore makes rocker arms ideal for single-pass honing.
Share









With higher performance required from turbochargers, steering knuckles, gears, fuel systems and valves, honing is being used more widely. It can make an already “good” bore into one that is round and straight to a fine degree of precision, with high process capability and accuracy measured in tenths of a micron. However, with two principal honing processes available—single-pass and conventional multi-stroke—it’s important to match the capabilities of each to the application requirements.








Related Content

Studer Universal Cylindrical Grinding Machine Streamlines Performance
Studer’s FavoritCNC universal cylindrical grinding machine has been further developed to feature modern grinding technology with high-precision, simple operation at a cost-effective price point.
Read More
Kaast Machine Tools' Solutions Enable Precise, Efficient Machining
IMTS 2024: Kaast Machine Tools Inc. is performing live demonstrations of several of its manufacturing solutions, including a vertical machining center, a cold saw and more.
Read More
Is AI Ready to Tackle High-Mix Grinding? Interview with GrayMatter Robotics Co-Founder
GrayMatter Robotics co-founder Satyandra Kumar Gupta explains how the company’s AI-powered Scan&Grind system tackles weld blending, surface finishing and gate removal on metal parts — and why embodied intelligence is key to automating grinding in high-mix environments.
Read More
The Keys to Combining High- and Low-Volume Production
Process expertise and precise production planning enable the Kinetic Company to produce both high- and low-volume jobs requiring machining, grinding, heat treatment and other processes.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More