
Software Reduces Crashes on New Manufacturing Equipment
Despite new technology investments, Micro-Mechanics Holdings was still experiencing high software crash potential. Switching to CGTech's Vericut NC verification software resulted in increased efficiency and enabled crash-free, lights-out operation.


Bill Green is one of eight engineers who meet several times a week to collaborate and share Vericut knowledge. This has helped the company increase efficiency and avoid costly collisions.
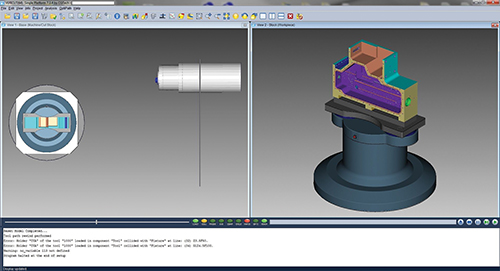
Vericut simulates the actual G code just as the machine tool sees it. This helps reduce the potential for crashes that the company’s CAM system might’ve missed during toolpath simulation.

Micro-Mechanics installed a flexible machining system of horizontal machining centers and pallet systems. This automation helps the company run its six-machine production line 24/7 with just three operators.



When Chris Borch, chief executive officer of Micro-Mechanics Holdings Ltd., and his colleagues acquired a new company with the vision of providing a compelling alternative to offshore manufacturing, he had no idea that the economy would crash and that the once-successful machining company would flatline. “That was the day the world ended,” he says.
Knowing he had nothing to lose, he and the Micro-Mechanics management team decided to hit the reset button. The company limped along on legacy breadcrumbs while the sales group built up new clientele. In the meantime, the struggling business invested heavily in advanced technology over the next three years and decided to augment its programming capability with a dedicated G-code simulation software package from CGTech (Irvine, California) to optimize its manufacturing process by reducing potential tool crashes.



Looking back at the massive time and capital investment, Mr. Borch offers a good-natured grin when he says the first part off the line probably cost the company $3 million, yet it was the perfect part.
Micro-Mechanics started as a small machining workshop in Singapore in 1983 and quickly grew to a publicly listed corporation employing about 450 people at five manufacturing locations worldwide. The company makes precision tools, machined parts and consumable products for the semiconductor and other high-tech industries.
In 2008, Mr. Borch and his colleagues acquired an established manufacturing business in Morgan Hill, California, that was a Tier I supplier of semiconductor components and assemblies, which became the Custom Machining and Assembly division of Micro-Mechanics. The division’s mission was to compete with low-wage companies overseas by making perfect parts on time, every time.
The company installed flexible machining systems (FMS) of horizontal machining centers and pallet systems on the production floor. Supporting technology, such as offline tool presetters, balanced and RFID-chipped toolholders, and cell controllers with on-board tool life management were implemented, as well as a homegrown quick-change workholding strategy. The company also developed a team of skilled manufacturing engineers and machinists who focused on trying to achieve flawless, 24/7 machining of super-precision, complex parts for a handful of new aerospace and medical customers.
Despite this massive investment, crash potential was still high due to the hundreds of pallet positions and thousands of tools employed. Although the company’s CAM system performed toolpath simulation, it simply wasn’t robust enough to catch everything. Also, Mr. Borch and the engineering group knew there was plenty of room for process optimization.
Micro-Mechanics decided to invest in Vericut NC verification software from CGTech. Unlike a CAM system, which simulates its program output before post-processing, Vericut simulates the actual G code just as the machine tool sees it. Workholding and tool length/diameter offsets also can be taken into consideration, as well as any fixtures, tombstones, rotary tables or cutting tools, provided they have been accurately modeled and imported into the simulation. Actual cutting times are displayed during simulation, making cycle time reduction and toolpath optimization a matter of picking the low-hanging fruit.
Manufacturing team lead Mike Maguire attended a week-long class at CGTech to familiarize himself with the software. After that, he would sit with the responsible engineer prior to every job release and use Vericut to simulate the part program. He would review the toolpaths, check the fixtures and choice of cutting tools, and critique each person’s process. The results were mixed.
“It didn’t go all that smoothly,” he says. “I drove the keyboard while they watched. I thought it was great because it gave me a chance to check their work. But from their viewpoint, I suppose it came across as somewhat of a beat down.”
After a few months of this, Mr. Maguire changed his approach. Rather than one-on-one sessions, the Vericut reviews became team efforts in which each engineer presents his or her own work on a big screen and walks the other team members through a detailed analysis of each aspect of the setup. This gives everyone a chance to discuss the decisions made while engineering the job, explore new ways of doing things and possibly learn from one another’s mistakes. Mr. Maguire says the revamped review process has been running smoothly for the past six months, and not only are the engineers now comfortable presenting their work, it’s turned into a positive experience for everyone involved.
With six to eight engineers meeting several times each week, Mr. Maguire admits it might seem an expensive endeavor, but he says the collaboration and knowledge-sharing is priceless. He and the team have greatly increased the efficiency of some jobs and avoided costly collisions on others. That’s because Vericut sees things that Micro-Mechanics’ CAM system can’t. Examples of this include errors with transforming a single part program across multiple workpieces, small geometric discrepancies in posted code, and situations in which tool and fixture offsets stacked up sufficiently to cause a collision.
“It makes a huge difference simulating directly from the G code,” Mr. Maguire says. “There’s no more nail-biting over potential crashes, and we can be 100 percent confident in the final results when we push cycle start.”
Vericut also allows simulation of complex macro-probing routines, something especially important for shops running lights-out. Program variables and decision branching routines are easily tested, ensuring crash-free operation at night and good parts the next morning. Mr. Borch says automation such as this is a critical part of the company’s success. Compared to the traditional “one operator per machine” approach in which utilization rates are often less than 50 percent, Micro-Mechanics runs its six-machine production line around the clock with just three operators, giving the FMS systems a 95 percent uptime—an impressive number considering the high-mix, low-volume production environment.
To would-be Vericut customers, Mr. Borch offers this warning: “Don’t go into this lightly.” Despite the results Micro-Mechanics has seen thus far, accurate simulation requires careful 3D modeling of equipment, fixtures and tooling, something that initially delayed the company’s implementation of Vericut. Rather than attempt to simulate part programs on an eclectic mix of legacy machine tools, Mr. Borch and the Micro-Mechanics team decided to wait until the new FMS line was installed and the associated tooling and workholding was standardized. In hindsight, however, Mr. Borch says now he wishes they’d bought the product 20 years ago instead of waiting until conditions were perfect.
“The industry has changed,” he said. “Customers today demand perfect parts, delivered on time and at a competitive price. It used to be that you could get by with providing two out of the three. We’ve proven that, even in one of the most expensive labor markets in the world, shops can utilize technology to drive costs out of the process and provide a compelling alternative to overseas sources. Machining is a science, and being successful means developing internal disciplines and engineering skills needed to compete. Vericut is one of those tools.”
















Related Content

4 Steps to a Cobot Culture: How Thyssenkrupp Bilstein Has Answered Staffing Shortages With Economical Automation
Safe, economical automation using collaborative robots can transform a manufacturing facility and overcome staffing shortfalls, but it takes additional investment and a systemized approach to automation in order to realize this change.
Read More
CNC Machine Shop Honored for Automation, Machine Monitoring
From cobots to machine monitoring, this Top Shop honoree shows that machining technology is about more than the machine tool.
Read More
Using the Toolchanger to Automate Production
Taking advantage of a feature that’s already on the machine tool, Lang’s Haubex system uses the toolchanger to move and store parts, making it an easy-to-use and cost-effective automation solution.
Read More
Niche Work If You Can Get It: A CNC Machine Shop Crafts Its Own Destiny
The latest innovations in metalworking aren’t always related to CNC automation or robotics. For Rosenberger North America, a 2022 Top Shops Honoree, it is the company’s niche processes that create the biggest successes.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More
The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More
