Targeted Five-Axis Machining
Focusing on a particular part size range allows this shop to use a versatile type of five-axis machine tool. Five-axis machining now makes up 40 percent of the shop’s business.
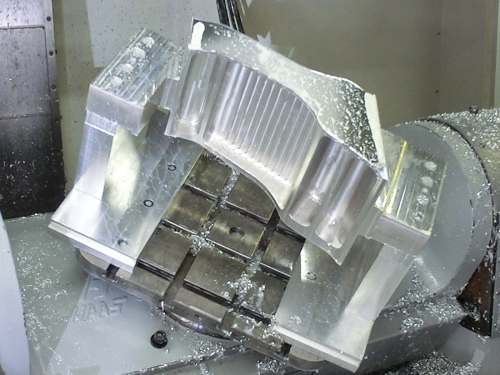
Here is a part being produced on one of Padgett Machine's five-axis machining centers.
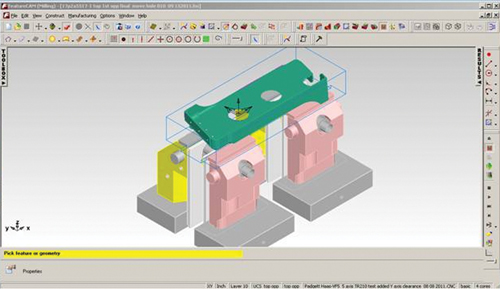
When the shop programs a job such as the one in the preceding photo, it often models the workholding along with the part. The CAM view seen here includes the model of a vise system for five-axis machining that minimizes obstruction at the sides of the workpiece.

The shop focuses on five-axis-machined parts no more than 30 inches in length. This size permits the use of a trunnion-type five-axis machine that tilts the work instead of the spindle.

This five-axis machining center offers travels of ±120 degrees in A and 360 degrees in B. The shop has two of these machines.
Parts once machined on standard machining centers often make more sense on five-axis machines. See an example and hear more from Mr. Padgett in the video under "Editor's Picks" above.
Share









Edward Padgett, president of Padgett Machine in Tulsa, Oklahoma, was willing to let spars go by.








Related Content

How to Meet Aerospace’s Material Challenges and More at IMTS
Succeeding in aerospace manufacturing requires high-performing processes paired with high-performance machine tools. IMTS can help you find both.
Read More
How a Custom ERP System Drives Automation in Large-Format Machining
Part of Major Tool’s 52,000 square-foot building expansion includes the installation of this new Waldrich Coburg Taurus 30 vertical machining center.
Read More
Taiwan Machine Tool Industry Showcases AI Innovations at EMO 2025
The Taiwan External Trade Development Council highlighted AI-powered solutions for precision and sustainability in manufacturing.
Read More
DN Solutions Acquires Heller to Boost Global Machine Tool Market Presence
DN Solutions integrates Heller Group, leveraging a 130-year legacy to enhance machining center technology and expand customer reach.
Read MoreRead Next

Video: Five-Axis Machining at Padgett Machine
A job shop owner talks about five-axis machining and feature-based programming.
Read More
OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More