
The Right Tools for Micro Grooves
Mack Tool and Engineering used modified inserts to create micro-grooves, but they were prone to breaking. After switching to Thinbit Groove ‘N Turn tools from Kaiser Tool, the company experienced increased tool life.

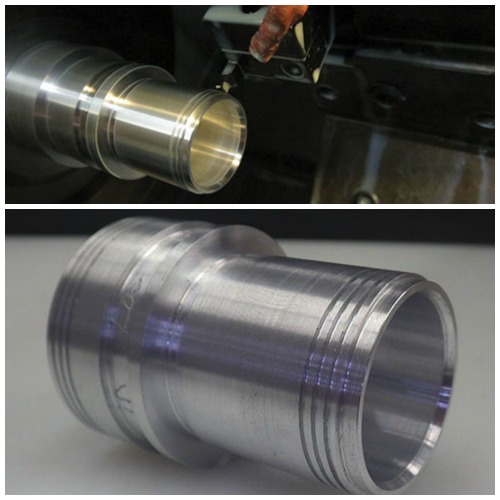
Photo 1: Thinbit offered an off-the-shelf solution for this aluminum part that requires two sets of three grooves. The inserts are 0.03-inch-wide with 0.01-inch corner radii, and each groove can be completed with one plunge of the tool.
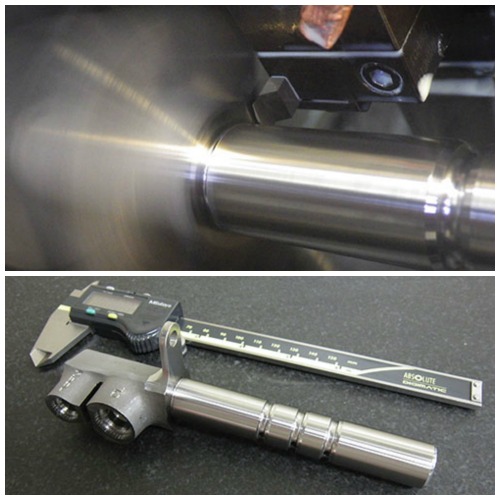
Photo 2: The part shown here is made of a high-nickel-content alloy. A single grooving tool is used to face the boss, which presents an interrupted finishing cut, as well as the 0.051-inch-radius groove where the boss meets the cylindrical body.

Photo 3: Mr. Christensen has used Thinbit Groove ‘N Turn inserts ranging in width from 0.0195 to 0.065 inch with sharp and full-radius tips. He regularly achieves surface finishes of 16 to 32 Ra.
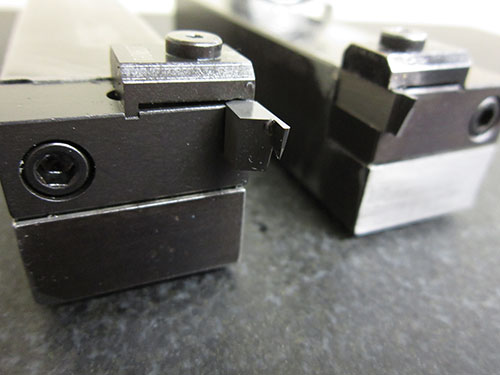
Photo 4: Another aspect of Thinbit tooling Mr. Christensen appreciates is that a single toolholder can accommodate both right and left-handed inserts as well as face-grooving inserts.
Share









Mack Tool and Engineering is a successful South Bend, Indiana, contract shop that primarily serves customers in the aerospace, defense and medical industries. It taps a wide range of advanced equipment to machine parts from materials such as aluminum, stainless steel and high-nickel-content alloys that often have a variety of application-critical features. Joel Christensen says micro grooves are features that fall into that category, and they require tight tolerances in terms of width, corner radii and surface finish.
Mr. Christensen is a setup machinist in the shop’s two-axis turning center area, which has a couple of Mazak Quickturn Nexus 200 machines and a Mori Seiki SL-203. He says that because micro-groove specifications have become increasingly stringent over the years, he has considered new, more effective ways to machine them. Mr. Christensen points to a part the shop produced a few years ago that required a 0.02-inch-wide, full-radius groove. At that time, the decision was made to modify an existing Swiss-type toolholder and inserts for use in one of the two-axis turning centers. This required in-house grinding operations to add the full radius to the end of the inserts as well as shimming of the toolholder. In the end, the modified tool would produce the groove, but insert life was limited and unpredictable. Mr. Christensen says he sometimes was able to complete only five parts before the tool would break.



When this job returned for the third time, Mr. Christensen was given the okay to try a different grooving solution. He was aware of the Thinbit brand of grooving tools from Kaiser Tool (Fort Wayne, Indiana) and ordered a toolholder and a pack of Groove ‘N Turn inserts that feature the Dura-Max 2000 sub-micron grain carbide substrate. The inserts were off-the-shelf models that had the proper 0.02-inch-wide, full-radius tip. After switching to this Thinbit tool, Mr. Christensen was able to complete an entire batch of 60 parts with a single insert while achieving a surface finish of 32 Ra. Not only did this enable him to complete the job much faster because no grooving tool inserts needed to be replaced during the run, but it also eliminated the need to modify inserts to match the grooving application.
The success with this part is spurring Mr. Christensen to consider Thinbit tools for other parts that require micro grooves, especially given that he is now programming and choosing tooling for an increasing number of jobs in his area. One example is the aluminum aerospace part shown in photo 1 that requires two sets of three grooves. Thinbit offered another off-the-shelf solution for this part with inserts that have the proper 0.03-inch width and 0.01-inch corner radii. Each plunge of this tool completed a groove with a 32-Ra finish.
Another example is the high-nickel-alloy part shown in photo 2. The challenge with this part is not so much the three full-radius grooves at the end of the cylindrical body. Rather, it is the facing operation required for the boss and the 0.051-inch full-radius groove where the boss meets the body. Although the facing operation presents a heavily interrupted cut, a single full-radius Thinbit insert was able to face the boss and machine the groove for an entire batch of 25 parts, showing just a limited amount of wear afterwards. This speaks to the durability of these inserts, Mr. Christensen says.
Similarly, Mr. Christensen recently ordered and received Thinbit inserts to replace another brand for a face-grooving job he is currently running. The tool has a 0.002-inch full radius with a chipbreaker geometry ground into it. He believes the insert will hold the necessary ±0.0002-inch tolerance that’s required while the chipbreaker will enable this tool to do a better job of preventing unacceptable burrs from forming because it causes the insert to be even sharper. He also sees value in Thinbit Form-A-Groove inserts, which have multiple groove profiles on a single insert. That way, a single tool can create a number of grooves in a single plunge, which would be ideal for the aluminum part mentioned above.
To date, Mr. Christensen has used Thinbit groove inserts in widths ranging from 0.0195 to 0.065 inch with sharp and full-radius tips. In fact, Thinbit tooling has since been used to perform grooving work on the shop’s Swiss-type lathes and turn-mill multitasking machines. Mr. Christensen continues to consider and suggest Thinbit for future grooving work in his area, too,especially as he is becoming more involved in programming and choosing tooling to be used on the two-axis turning centers. Plus, he has recently replaced another cutting tool brand with Thinbit triangular carbide inserts for an ID boring operation. These inserts hold up just as well as those they replaced and are less expensive, he notes.
Mr. Christensen says he’ll do this because there are three aspects of Kaiser Tool—which celebrated the 50th anniversary of the Thinbit brand in June—that he particularly appreciates. First, the company keeps a wide range of grooving tools in stock, offering fast delivery of inserts having various widths and tip geometries. Second, it turns custom tooling requests quickly. Although only a small fraction of Mr. Christensen’s jobs require custom grooving tool profiles, he says Kaiser Tool has turned some of those requests around in a matter of days. Finally, the company provides quality customer service. Mr. Christensen says he receives an email reply or phone call within 15 minutes of contacting Kaiser Tool to ask a question or place an order. The company will even contact him right away even if it isn’t able to provide a quote at that time. Mr. Christensen says he doesn’t always get this type of immediate response from other tooling companies.












Related Content

Picking the Right End Mill
Kennametal global product manager Katie Myers explains how cutting tool features can impact machining strategies for different materials.
Read More
Briquetting Manufacturer Tools Up for Faster Turnaround Times
To cut out laborious manual processes like hand-grinding, this briquette manufacturer revamped its machining and cutting tool arsenal for faster production.
Read More
The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Shoulder Milling Cuts Racing Part's Cycle Time By Over 50%
Pairing a shoulder mill with a five-axis machine has cut costs and cycle times for one of TTI Machine’s parts, enabling it to support a niche racing community.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More