Turning to an Alternative for Small, Complex Work
The QuickTech TT-42 from Absolute Machine Tools provides many of the same advantages as a Swiss-type lathe for small, complex parts that don’t justify the use of a guide bushing.


With gang-slide mounted tools that can get close to small parts, the TT-42 offers the multitasking capability of a Swiss-type for parts that don’t require a guide bushing.
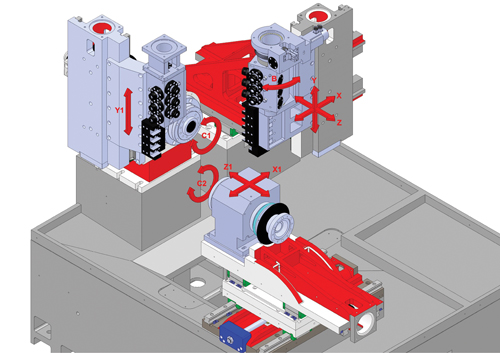
This diagram depicts the workzone of TT-42 equipped with the swiveling B-axis option.
Share









As shown in this video, the TT-42's configuration enables users to maneuver cutting tools very close to the work, which helps avoid rigidity issues with small parts. The machine also provides the multi-function capability to machine parts complete in one setup, even to the extent of cutting two complex components simultaneously on either spindle.








Related Content

The Future of High Feed Milling in Modern Manufacturing
Achieve higher metal removal rates and enhanced predictability with ISCAR’s advanced high-feed milling tools — optimized for today’s competitive global market.
Read More
Addressing Manufacturing Challenges with Automation
GrayMatter Robotics’ Physical AI robotic cells for manufacturing offer immediate impact and results.
Read More
Controlling Extreme Cutting Conditions in Large-Part Machining
Newly patented technologies for controlling chatter and vibration during milling, turning and boring operations promise to drastically reduce production time and increase machining performance.
Read More
4 Tips for Staying Profitable in the Face of Change
After more than 40 years in business, this shop has learned how to adapt to stay profitable.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More