This shop boosted cutting speed and tool life on a troublesome tool steel application by switching to SGS Tool Company’s Z-Carb AP end mill, which features a custom geometry designed to reduce chatter.
SGS’ Z-Carb series end mills reduce chatter in three ways: variably spaced flutes, variable helix angles and variable rake angles.
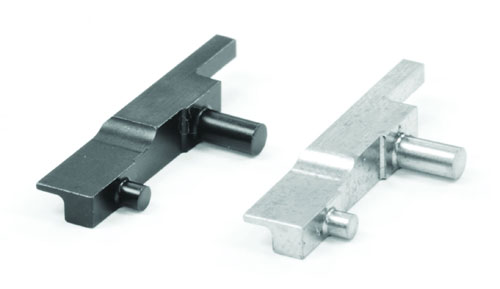
These ejectors for the 1911 Colt .45 were the first job to benefit from the Z-Carb end mill, which was the third tool the shop tried for the job. The Z-Carb not only eliminated tool life problems, but also proved able to run at more aggressive machining parameters.
A sampling of components machined at Evolution Gun Works. Since the ejector job, the Z-Carb end mills have helped EGW improve cutting speed and tool life on a variety of other parts.
George Smith, president of EGW, says he is confident in his comparisons of the SGS’ Z-Carb mills and the previous tool because both ran for an extended period of time in the same conditions on the same machine: the Fadal VMC visible here.
HEIDENHAIN is a world-leading provider of encoders, machine controls, touch probes, digital readouts and metrology solutions—empowering engineer...READ MORE
All World Machinery Supply is your one-stop shop for machine tool solutions.
Machine Tool Spare Parts | Repair Services | Custom Machine Tool Accesso...READ MORE
Just as intended, swapping tools had significantly improved cutting speed on the troublesome milling application, but George Smith and his crew at Evolution Gun Works (EGW) soon realized they had traded one problem for another. Frustrated with watching frequent tool replacements partially offset the benefits of faster cutting, the team tested a third tool that promised improved durability. Thanks to a custom, variable geometry that attacks chatter on three different levels, the Z-Carb AP end mill from SGS Tool Company (Munroe Falls, Ohio) lasted nearly six times longer than the previous model at the same parameters. Moreover, the new tool proved able to handle an additional 50 percent increase in cutting speed.
The application in question is machining an ejector for the famed 1911 Colt .45, a pistol designed by John Browning and used by the U.S. military until 1985. Mr. Smith says he is an expert with that gun as well as an accomplished competition shooter, and he brought that passion into the business world when he founded EGW in Quakertown, Pennsylvania (north of Philadelphia), in 1991. Today, the 15-person shop is an OEM of parts for nearly all leading gun manufacturers in the United States. It also manufactures its own aftermarket gun components, including rifle and shotgun mounts, barrels, recoil springs, triggers and more.
EGW machines the ejectors for the 1911 pistol out of tool steel. Initially, the shop used a 3/8-inch end mill running at 200 sfm with a 0.001-inch chip load per tooth (CLPT). Dissatisfied with the slow speed, the shop began testing a new end mill that screwed onto a 3/8-inch shank. This tool proved capable of running at 300 sfm—a 50-percent increase in speed. Unfortunately, without any indication of wear, it broke after only 192 pieces. “Not only would the end mill break off, but the holder would be shot because the threads would rip out,” says Steve Seaman, CNC department head.
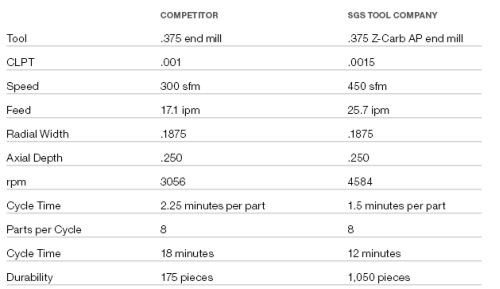
To prevent damage to the shank and head—which cost $150 and $50 each, respectively—the company began replacing the tool after 175 pieces. While this was clearly an improvement, Mr. Smith wasn’t satisfied. On the recommendation of local distributor Flood Tool and Supply, the team began tests on SGS’ Z-Carb AP. Soon enough, they had the tool running at 450 sfm and a CLPT of 0.0015 inch with no compromise in quality. Additionally, the tool lasted through 1,061 parts at this higher speed before breaking. For EGW, that means four full days of work without replacing the tool. The corresponding reduction in downtime has provided cost savings over and above those realized from the speed increase, Mr. Smith reports. (For more detail on how the Z-Carb AP performed compared to the previous tool, see the table at the bottom of the page).
Jason Wells, product manager with SGS Tool Company, says the likely culprit in the failure of the previous end mill was chatter that resulted from the demanding nature of the cut, which required deeply engaging the tool both radially and axially. Symmetrical end mills are particularly vulnerable to chatter because they cut in a natural rhythm that Mr. Wells likens to a horse trotting. In a typical case, each time a cutting edge impacts the workpiece, it creates a wave of vibration that quickly peaks and then subsides—but not before the second edge enters the material and creates a second wave. Because the first wave hasn’t yet subsided and both have the same frequency, the second wave builds on the first, and the scenario repeats with subsequent cutting edges.
The Z-Carb AP’s geometry disrupts this rhythm in three ways, Mr. Wells says. First, the flutes are variably spaced so that each cutting edge contacts the material at a different time interval. Second, each cutting edge has a different helix angle so that approach to the work varies from edge to edge. Finally, variable rake angles impart a different shape to each flute to ensure differing cutting loads, chip formation characteristics and temperatures during machining. The culmination of all these design elements is that the frequency and amplitude of the vibration varies from edge to edge, thereby preventing the vibrations from building on one another.
For EGW, the combination of this geometry and the tool’s TiNamite-A (AlTiN) coating has provided annual savings amounting to $4,688 in tooling costs and 62.5 hours in cycle time (5,000 parts per year with per-part cycle time and tool cost savings of 0.75 minutes and $0.94, respectively). However, that’s just for the ejector job—the tool has also provided efficiencies on other work, some of which requires removing more material. One example is a thumb safety pin in 32-Rc 420 steel that measures 0.75 inch long and 0.154 inch in diameter.
The company uses two Z-Carb end mills for this part. The first, a 3/8-inch stub model with an 0.15 to 0.02-inch corner radius, is employed to cut a slot measuring 0.3 inch wide and 0.3 inch deep at 440 sfm, 4,480 rpm, 28 ipm and an 0.0015 inch CLPT. “I was told industry standard is 15 minutes of cutting time, but the Z-Carb is in the cut for 31 minutes at these depths,” Mr. Smith says. “Even with these aggressive feeds and speed, we’re getting twice the expected cutting time.”
The second tool offers similar performance. This model is also a 3/8-inch end mill with a 0.15 to 0.02-inch corner radius, but it offers a 7/8-inch length of cut. Used to carve a full-diameter, 0.3-inch slot at 4,200 rpm and 25 ipm, this tool also achieves about 31 minutes of cutting time and sometimes an additional 15 minutes beyond that.
EGW starts thumb pin job with two slabs of metal and produces six parts in a single cycle. Prior to switching to the Z-Carb, the company could get only six or seven runs per tool. Now, it gets eight to 10. Mr. Seaman adds that most tools the company has tried at the same speeds and feeds used for the Z-Carb are toasted or broken after about four runs.
In addition to the tool’s speed and durability advantages, Mr. Smith says he appreciates the consistency of the Z-Carb tools from batch to batch. He also notes that he is confident in his appraisal of the tool’s benefits because his process is also consistent. “We have a good gauge on end mills because we’ve been running the same job on the same machine with the same material for four months straight,” he explains. “We have the luxury of evaluating a tool over the long run.”
Intech Athens’ inventory management system, which includes vertical lift modules from Kardex Remstar and tool management software from ZOLLER, has saved the company time, space and money.
To cut out laborious manual processes like hand-grinding, this briquette manufacturer revamped its machining and cutting tool arsenal for faster production.
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.