VBA Macros Ease CAM Program Creation
Taking advantage of the open architecture of Esprit CAM software to write Visual Basic for Applications (VBA) macros simplifies CNC programming at this manufacturer of automotive presses.

The large plate visible here is fixtured in one of Prensas Schuler’s Skoda floor-type horizontal milling machines.
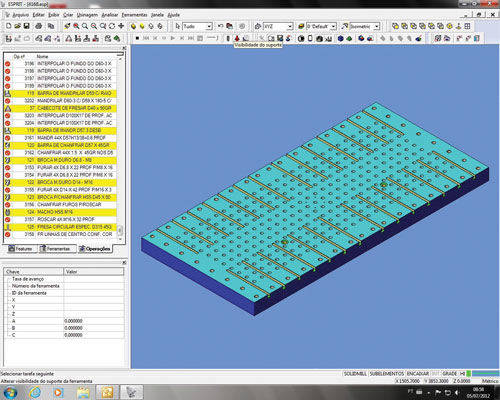
This screenshot from Esprit depicts the plate component in the picture above. Fabio Avila, who heads the machine shop, says t programmer selects all holes with the same geometry, and the software automatically generates the NC program using a subroutine available on the machine. Such capability is especially useful given the fact that most press components require some level of customization.

Thanks to Esprit’s open API, programmers at Prensas Shuler can access all of the CAM software’s features through VBA, the company reports.
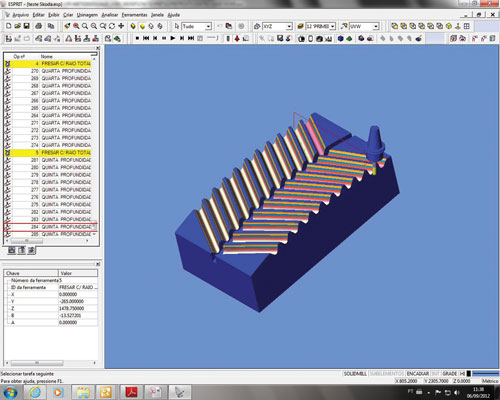
Many parts produced at Prensas Schuler, such as this gear component, require tight tolerances.
Share

















Related Content

Large-Format Machining With Small Cutting Tools and Dynamic Motion
Napoleon Machine, a defense contractor that provides parts for the M1 Abrams tank, recently took advantage of a CAM feature that allowed the company to streamline its cutting strategies and program offline. Here’s how the shop cut cycle times nearly in half with its large-format five-axis machining operations.
Read More
CAM Copilots and the Next Digital Shift in American Machining
As AI reshapes programming and automation, Mastercam is betting on a future where human expertise and intelligent software evolve together on the shop floor. A conversation with Mastercam President Russ Bukowski.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More
Cutting Part Programming Times Through AI
CAM Assist cuts repetition from part programming — early users say it cuts tribal knowledge and could be a useful tool for training new programmers.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More