


The tip of the Punch Tap has a crescent-shaped profile that Emuge refers to as the punch tooth. From each point of the crescent, a line of forming teeth spirals up the length of the tool, forming a double helix of cold-forming edges.
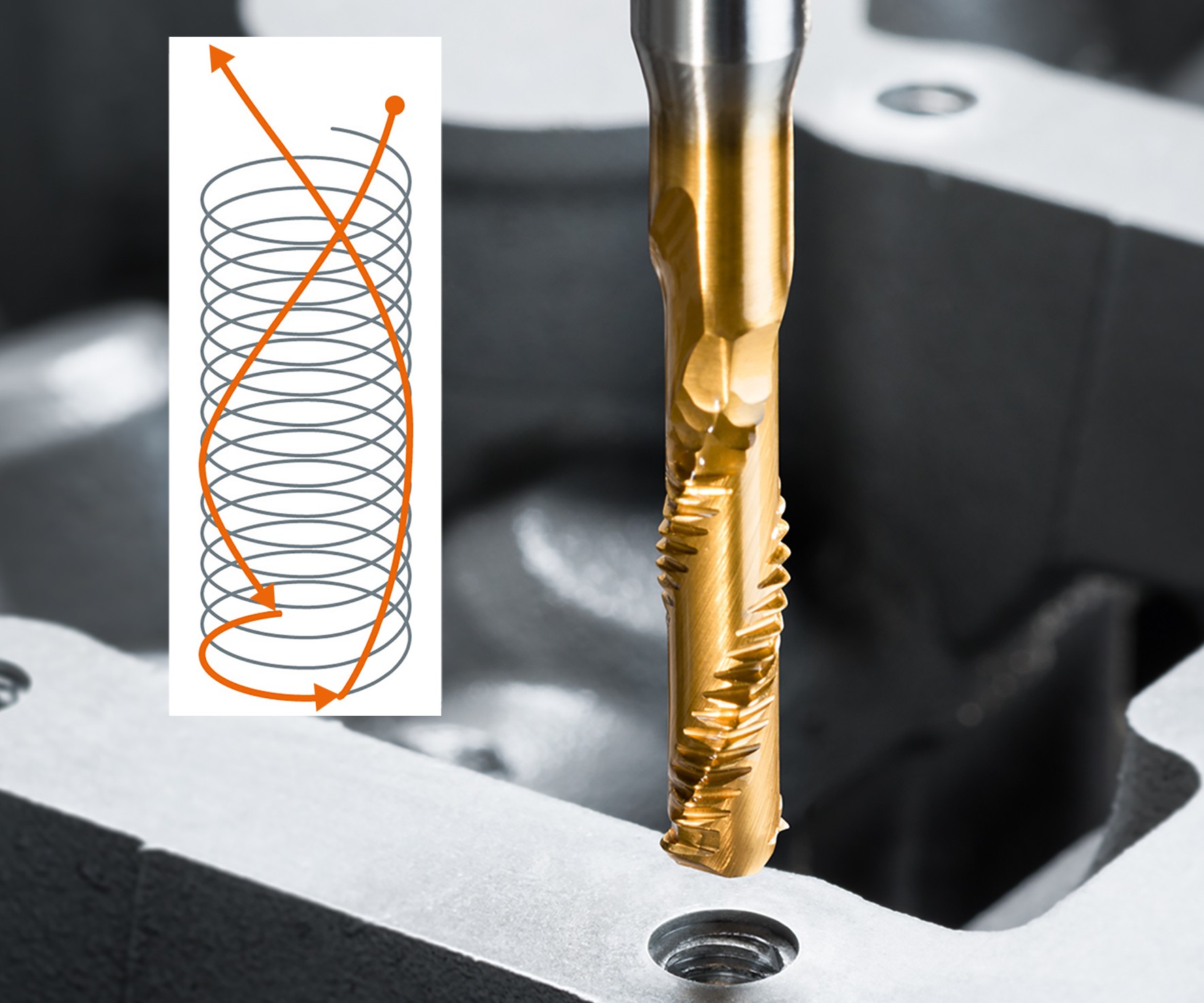
The Punch Tap plunges into the pre-drilled hole, producing helical grooves in its side, followed by a 180-degree turn that creates cold-formed threads. It exits through a spiraling motion that moves the forming teeth through the grooves formed by the plunging action to avoid damaging the threads. Compare the length of the Punch Tap’s tool path (pictured in orange) to that of a traditional tap (pictured in gray), and the time savings become clear.
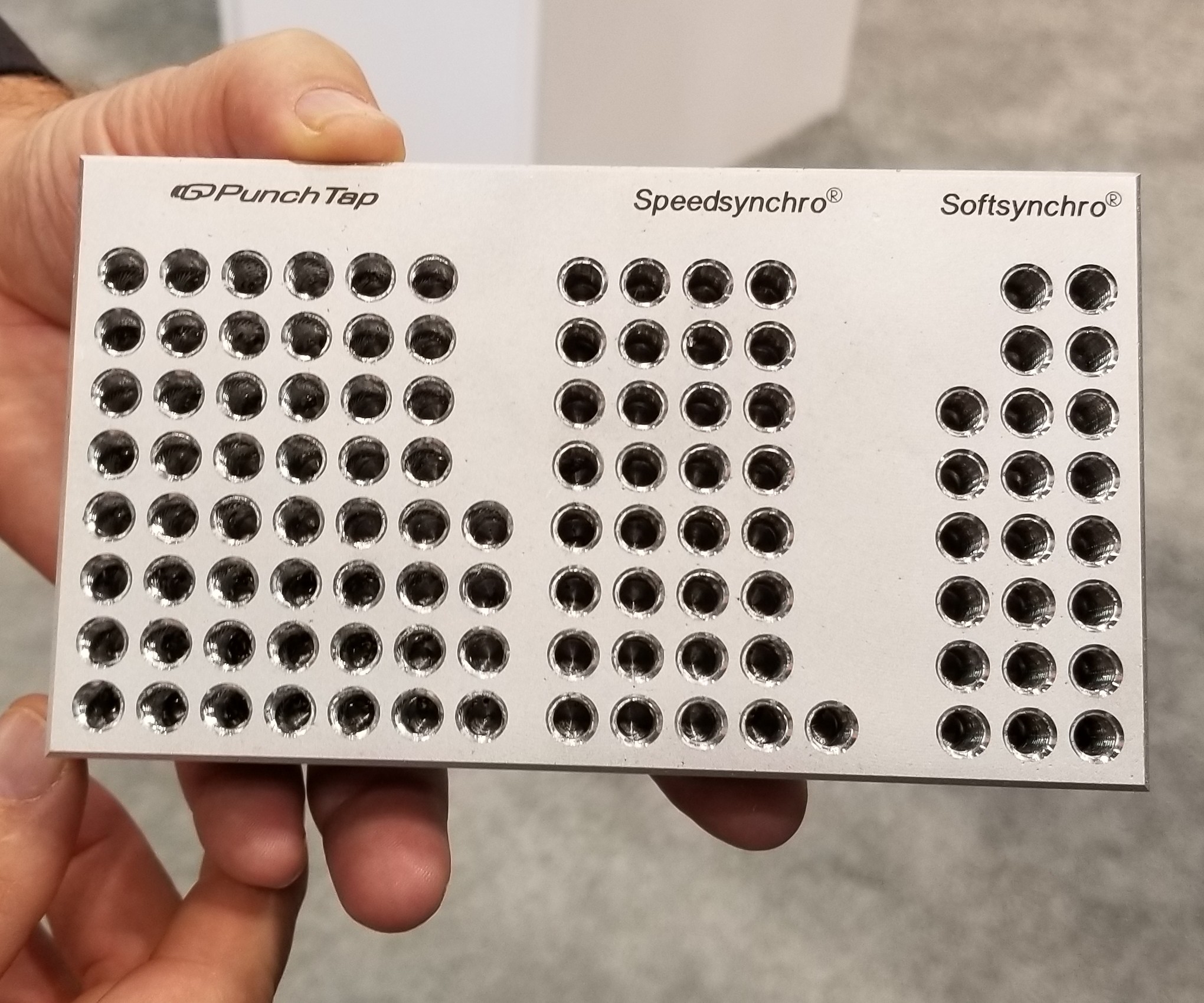
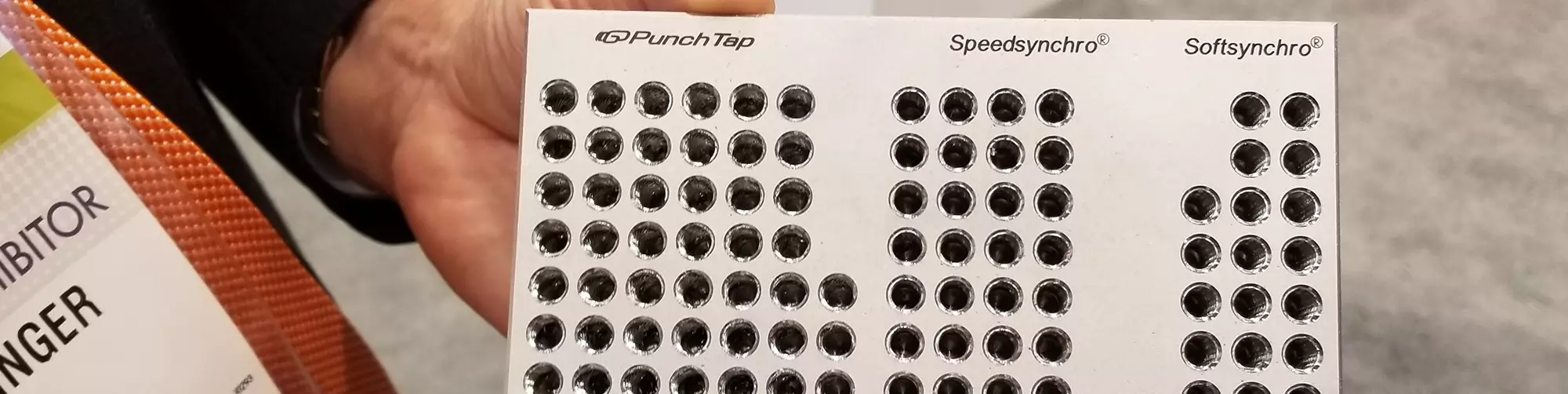
Emuge ran a comparative test of the number of holes that could be threaded in 30 seconds using different techniques the company provides. The Punch Tap threaded 57 percent more holes than a tap using a spindle-accelerating device, and more than twice as many holes as an unaided tap.



A new tool offers a fundamentally different method for forming internal threads in aluminum and other lightweight alloys. Emuge Corp. developed the Punch Tap in conjunction with Audi, which held exclusive rights to its use in the automotive industry until its wide-market debut at the International Manufacturing Technology Show (IMTS) 2018. While other threading techniques slowly enter and exit the hole to avoid damaging the threads, the Punch Tap is designed for quickly plunging into the material to thread depth, cold-forming the threads with a single twist and exiting—all in a fraction of the time it takes to using a traditional tap, cold-forming tap or a thread mill. Thanks to its atypical geometry, it can move quickly without damaging the threads it forms.
The tool has two helical rows of flutes with thread-forming teeth, offset 180 degrees from each other, traveling down the length of the tool. Two pilot edges, one at the tip of each flute, create two helical clearance grooves for the flutes to follow. These grooves ensure the thread-forming teeth do not touch the interior wall as the tool rotates clockwise into the hole. Once the tool reaches full depth, it stops, then rotates 180 degrees counterclockwise. Only then do the teeth contact the hole wall to cold-form all of the threads. After the 180-degree rotation, the rows of flutes are aligned with the clearance grooves opposite of those they followed plunging into the hole. The tool continues a counterclockwise rotation as it exits the hole to keep the flutes inside the helical clearance grooves. After the Punch Tap exits the hole, the clearance grooves remain, but are said to have a negligible effect on thread function. (The process is demonstrated in this video.)



The company says this tool can improve hole-threading speed by 75 percent compared to conventional and cold-forming taps, which require precise rotation to prevent damage to the newly created threads as the tool exits the hole. In demonstrations at this year’s IMTS, the Punch Tap took less than half a second to completely thread and exit a hole in an aluminum workpiece. This speed can translate into substantial time savings for any manufacturer needing to thread large numbers of holes in lightweight metal parts.
Unlike many tools, the Punch Tap is only available as a customized product. “It is an engineered product that has design features which are application-specific to an end-user’s component design and material composition,” says Emuge Product Director Mark Hatch. He says the company will work with customers to perform detailed analysis and adjustments, depending on a broad range of technical issues.
The Punch Tap requires a specialized toolholder called the PT Synchro. This holder provides force-locked rigid clamping via a cylindrical ER collet that enables high torque and reduces the stress on the tool. The standard surface treatment is a TIN-T26 coating, and it forms threads in sizes ranging from #8 through 5/16.
The tool is unsuitable for metals much stronger than aluminum, both because it creates threads via cold forming and because the cutting edges that produce the entry grooves can take only a limited amount of shearing force. Additionally, the plunging motion of the tool path requires a the manufacturer use a CNC machine with a control capable of performing the specialized Punch Tap cycle, currently available in the latest generations of Heidenhain, Siemens and FANUC controls.












Related Content

Kay Engineering's Gundrilling Machine Performs Range of Operations
Kay Engineering’s DeHoff 20144 is used to perform gundrilling, pull boring, roller burnishing and thread tapping.
Read More
Walter Extends Line of Precision Boring Tools
The new boring tools employ modular components such as cartridge holders and extensions, which are matched to the system, utilize an extensive range of indexable inserts suited for precision boring and can be used for all material groups.
Read More
New Machining Technology Works With Old to Restore WWII Submarine
A set of donated boring bars that can be used in a 1954 boring head will enable volunteer machinists to recreate a pair of binoculars for the USS Pampanito.
Read More
10 Ways Additive Manufacturing and Machining Go Together and Affect One Another
Forget “additive versus subtractive.” Machining and metal additive manufacturing are interconnected, and enhance the possibilities for one another. Here is a look at just some of the ways additive and machining interrelate right now.
Read MoreRead Next

3 Mistakes That Cause CNC Programs to Fail
Despite enhancements to manufacturing technology, there are still issues today that can cause programs to fail. These failures can cause lost time, scrapped parts, damaged machines and even injured operators.
Read More

The Cut Scene: The Finer Details of Large-Format Machining
Small details and features can have an outsized impact on large parts, such as Barbco’s collapsible utility drill head.
Read More