
Drilling “Invisible” Holes
UV laser micromachining makes it possible to drill holes that are not visible to the human eye—until they are meant to be seen, that is.
.jpg;width=70;height=70;mode=crop;format=webp)
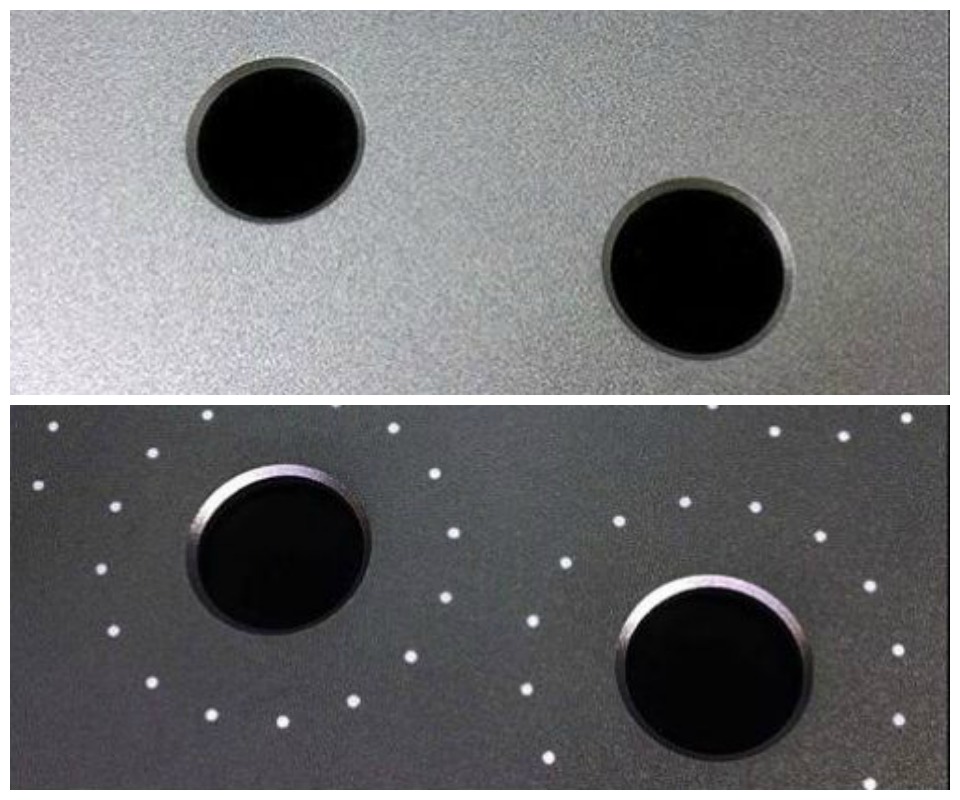
The top image shows a portion of the control panel from the user’s side, where the micro-holes are invisible to the human eye. The bottom is a cross-section showing the micro-hole pattern.
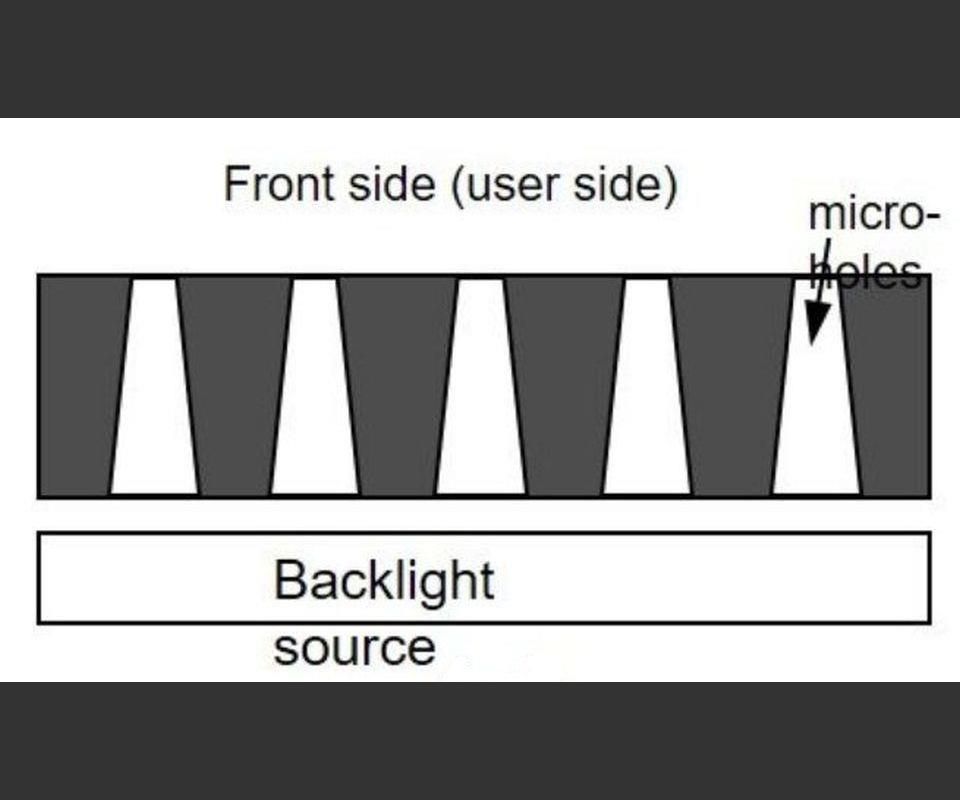
This diagram from Potomac Laser shows the conical micro-holes drilled through the display.



How do you drill a hole smaller than the diameter of a human hair? Baltimore, Maryland-based Potomac Laser turns to UV laser micromachining for such applications. This process directs a laser beam onto the surface of a material and the energy of the laser is converted to heat which vaporizes or melts the material. With this technology, the shop can rapidly drill very small holes spaced 50 microns or less apart in metals less than 0.003-inch thick.
In one recent application, Potomac Laser machined conical micro-holes in control panels that would enable “invisible” backlighting. Because the limit of resolution for the adult eye is about 0.1 mm at 1 meter from the eye, the hole diameters on the user-facing side had to be smaller than 50 microns so that the hole patterns would be invisible to the viewer when the backlighting is turned off. When the light source is on, however, the display can show clear, sharp patterns using these micro-holes. The result is an unobtrusive control panel that displays needed information when relevant, but does not distract the viewer when it is not in use.
Related Content
-
When Organic Growth in Your Machine Shop Isn’t Enough
Princeton Tool wanted to expand its portfolio, increase its West Coast presence, and become a stronger overall supplier. To accomplish all three goals at once, acquiring another machine shop became its best option.
-
Choosing Your Carbide Grade: A Guide
Without an international standard for designating carbide grades or application ranges, users must rely on relative judgments and background knowledge for success.
-
Choosing The Right Grinding Wheel
Understanding grinding wheel fundamentals will help you choose the right wheel for the job.








