
Why Are Holes Circular?
Geometries that are easy to machine may not be easy to fabricate additively.

Share









We begin this month’s column with that simple question: Why are holes circular? Is it because creating them that way makes for the most efficient use of material? Is it because that is how nature makes them? I think the answer is because that is how we are used to machining them. Drilling a hole is fastest and easiest when that hole is circular. This mindset is rooted in our conventional way of thinking about manufacturing—as a subtractive process that removes material from an existing block or piece of stock.
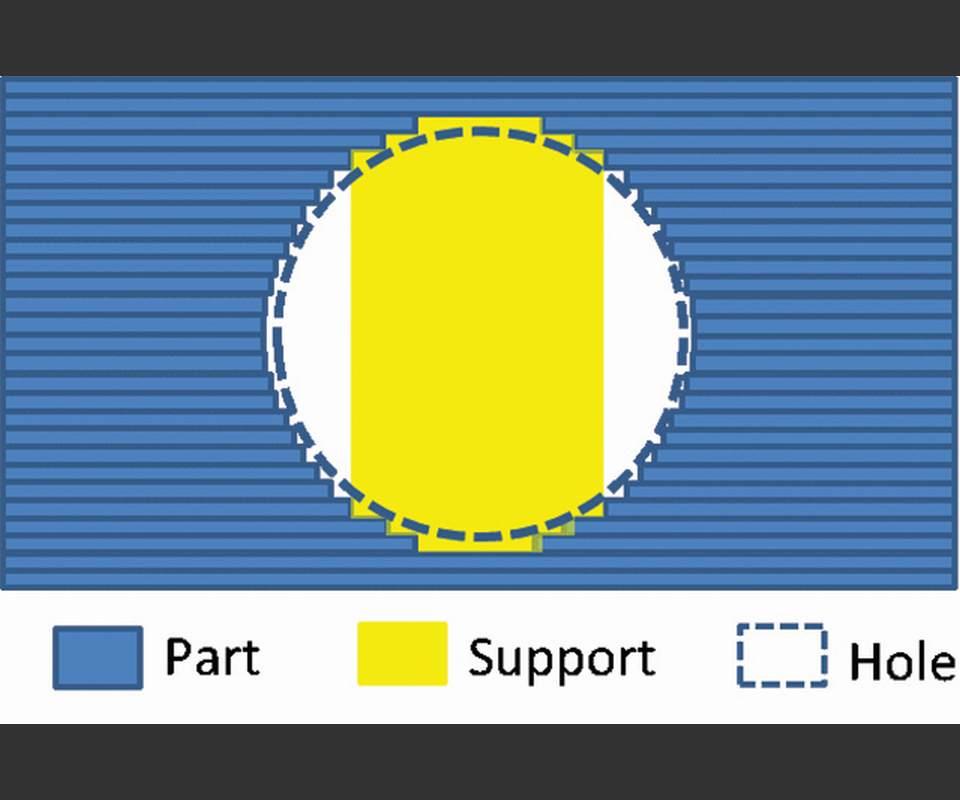
In additive manufacturing, making a circular hole actually can be quite difficult, depending on its size and orientation. This may be hard to believe, but it is true, especially when the hole runs perpendicular to the direction of the additive build, as shown in the first image in the above slideshow. Because in the additive process the part is built up layer by layer (shown in blue), the resulting geometry will show a “stair step” around the perimeter of the hole, and support structures (shown in yellow) will likely need to be created in order to support the overhang as the top of the circle is approached. Granted, this image over-emphasizes the thickness of the layers, but even at 20-60 microns (typical layer heights for current laser-based powder bed fusion systems), circular holes oriented perpendicular to the build direction are far from perfectly circular. Even holes that run parallel to the build direction can encounter issues of distortion and surface finish—but that is a discussion for another day.
So I ask again: Why are holes circular? In additive manufacturing, they do not necessarily need to be. In fact, they are easier to print when they are not circular. By easier, I mean that we do not have to add in support structures, which then need to be removed after fabrication. This is what made the automotive component in last month’s column so difficult and challenging to build. Namely, it required lots of circular holes and interfaces in order to connect the part to the wheel fasten to the suspension of the racecar. In that case, the holes had to be circular because of the mating interfaces. Eventually, though, additive manufacturing will help us reduce the number of mating interfaces needed, because we can design and fabricate multi-piece assembles as a single 3D-printed part (GE’s LEAP nozzle is the leading example of this right now).
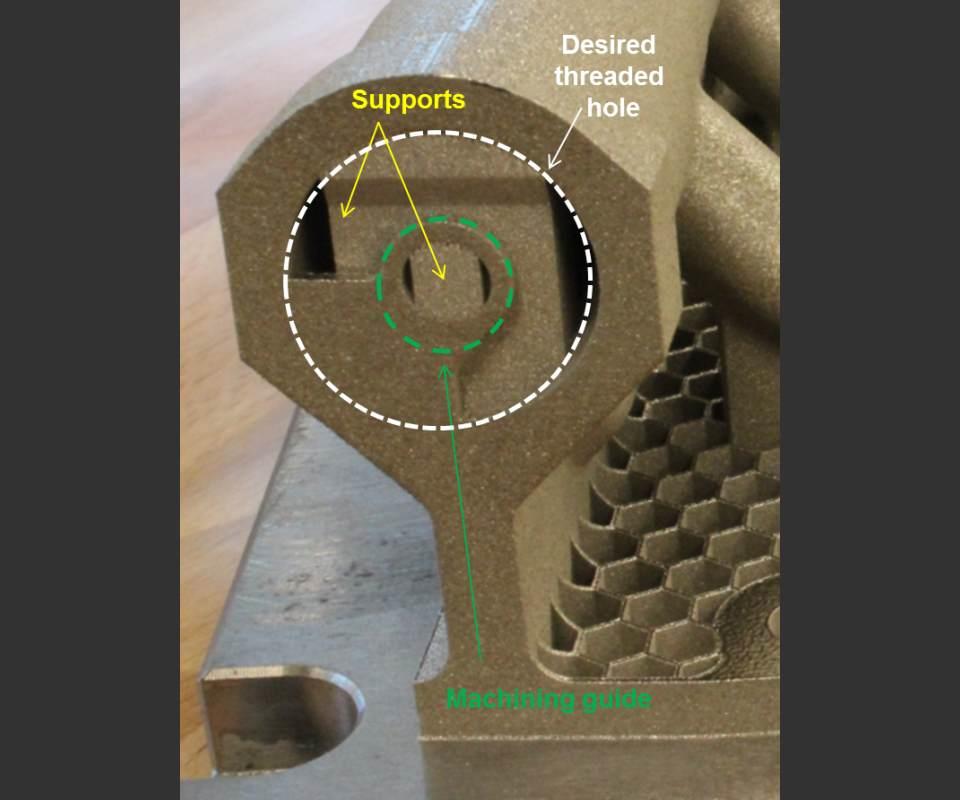
For now, if you want to build a horizontal hole that mates to a circular part using AM, try using the support structures to your advantage. The second image above shows a great example of a design one of our design engineers and AM experts, Corey Dickman, came up with for a threaded interface.
The hole was large enough that it needed support structures inside, and the threads were small enough that they could not be printed. Corey quickly realized that the printed hole would need to be machined and tapped afterward to mate with the connector, so he designed a machining guide inside the support structure that would help align the part and tool for this machining. This design enhancement required minimal extra build time and material, yet it saved a fair bit of post-processing time while also giving the tool enough material to “bite” into when machining. Support structures are not usually fully dense and can cause problems during machining, however, and we will discuss this issue in a future column. In the meantime, think about why the holes you create are circular and whether they really need to be—or if that is just the easiest way to make them.









Related Content

How to Meet Aerospace’s Material Challenges and More at IMTS
Succeeding in aerospace manufacturing requires high-performing processes paired with high-performance machine tools. IMTS can help you find both.
Read More
Why This Moldmaker Thinks Every Shop Needs a 3D Printer
See how this mold shop uses polymer, carbon fiber and metal 3D printers to boost precision and productivity.
Read More
Digital Transparency in Machining Key to Multi-Site Additive Manufacturing
Cumberland Additive’s CNC programmer in Pennsylvania spends most of his time writing programs for machine tools in Texas.
Read More
Chuck Jaws Achieve 77% Weight Reduction Through 3D Printing
Alpha Precision Group (APG) has developed an innovative workholding design for faster spindle speeds through sinter-based additive manufacturing.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More