
Walter Cermet Turning Inserts Boost Stability
Walter’s indexable cermet turning inserts use the company’s FP2 geometry to reduce vibration, produce stronger corners and enhance surface finish.

Share









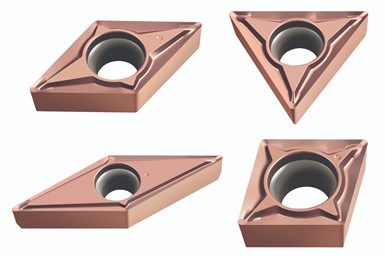
Indexable cermet turning inserts from Walter specialize in applications requiring a soft cut and high precision. The inserts achieve this balance of performance through FP2 geometry, which is a high positive (18-degree) rake angle geometry with soft hone that reduces cutting forces and vibration tendency. The inserts also extend tool life through WEP10C-coated cermet grade with multilayer TiCN TiAlN PVD coating and fine cermet micro grain. Walter says this combination of edge preparation and grade promotes dimensional stability over long periods of time, boosting productivity in mass production.
Walter’s FP2 geometry uses “minus tolerance” or “maximum corner radius” tolerance to present what the company says is a stronger corner radius than a standard ISO/ANSI corner radius. For example, machining a shoulder with a 0.0157" corner radius usually requires an ANSI-0.5 corner radius (0.0078"). With the FP2 geometry, however, machinists can use a 1M tolerance (equivalent of ANSI 0.0157" but 0.0146"+/-0.0008" tolerance corner radius). In addition to machining the same feature, the FP2’s corner radius also boosts tool life and surface finish. Walter recommends WEP10C cermet inserts for finishing thin-walled components, components with small diameters, long components and components with unstable clamping, as well as for fine boring applications.
Related Content
-
Chuck Jaws Achieve 77% Weight Reduction Through 3D Printing
Alpha Precision Group (APG) has developed an innovative workholding design for faster spindle speeds through sinter-based additive manufacturing.
-
Using Automation to Reduce COGS and Stay Globally Competitive
Decade-long, multiphase automation investments lower operating costs and maintain technology lead in an increasingly competitive global market.
-
Revolutionizing Production: How Smart Hydraulics Drive 24/7 Manufacturing Excellence
All World Machinery Supply helps a firearms manufacturer up its game and improve and increase output.







