
Automated Coolant Concentration Management for Multiple Sumps
This system is capable of automatically managing as many as 10 machine sumps from one drum of chemical concentrate.


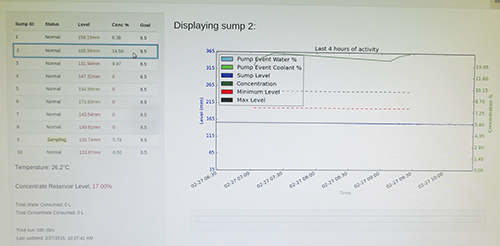
The Dazzle Island version is a dedicated unit that maintains coolant concentration levels for one machine.
The Dazzle Archi system is capable of maintaining consistent coolant concentration levels to within 0.5 percent for as many as 10 different machines.
Share









Maintaining proper coolant concentration levels for machine tools extends cutting tool life and helps ensure quality workpiece surface finishes. That said, a variety of factors can cause coolant concentration levels to change from optimal. Evaporation during the day and carry-off can drive them up. Conversely, poor maintenance practices can cause them to become too low. In fact, low concentration levels is a major reason why coolant sumps go bad, according to Zebra Skimmers (Chagrin Falls, Ohio). Either way, without continuous attention, it can be challenging to consistently maintain proper coolant concentration levels.
This challenge led Zebra Skimmers to develop its Dazzle automated coolant concentration management system, which is offered in two versions. Dazzle Island is a single-machine system, and Dazzle Archi is capable of managing as many as 10 machine sumps from one drum of chemical concentrate. The company says this is the only such computerized system capable of managing coolant concentration levels for multiple machines. These units maintain concentration levels to within 0.5 percent and can also determine the evaporation rate of each sump.
There are four primary Dazzle system components. The sump probe detects the level of fluid in a machine’s coolant sump and sends samples of sump fluid to the system’s refractometer. The refractometer is a continuous measurement device that views the fluid sample as it flows across its lens and communicates the measured concentration level to the system’s computer. (This process repeats for each sump monitored by Dazzle Archi.) When necessary, the computer communicates with all system devices to inject the correct amount of chemical concentrate into the system’s pump and add the appropriate amount of water. The pump then delivers the proper water or water/concentrate combination to the correct sump. One set of fluid lines can carry different brands of coolant, if necessary.
The company says this automated system results in cost savings on chemical concentrate, extends tool life and frees employees who would otherwise be involved in transporting, handling, measuring and correcting chemicals for each sump to perform other duties. In addition, machining speeds can oftentimes be increased, because the coolant concentration levels are consistently maintained at their appropriate levels.
Related Content
-
Jorgensen Introduces Sustainable Conveyor, Material Handling, Coolant, Filtration Solutions
IMTS 2024: Jorgensen Conveyer and Filtration Solutions announces a lineup for conveyor, material handling, coolant and filtration solutions, including the EcoFilter80 self-cleaning system, the PermaClean system and others.
-
SpindleSHOT Offers Improved Chip Control and Less Maintenance
High-pressure coolant system is customizable to meet customer needs.
-
3 Machine Options to Aid Automation
Don’t overlook controller options, process security options and coolant handling when staring down the line items of a new machine purchase.








