Automation for Low Volume, High Mix Production
Sponsored ContentJob shops and other high mix manufacturers may not think high automation is a realistic option for their shops. But with modular automation systems you can achieve efficiencies once thought only possible with high volume production. It’s much more practical than you may think.
Share

Whether in a production job shop or other high mix manufacturer, many machine shop managers think their automation options are limited due to all the variability of their parts that are run in relatively small lots. Some shops have turned to standard horizontal machining centers to achieve better spindle utilization, machine multiple jobs in a cycle, and run unattended for limited periods. But sooner or later having just two pallets to work with proves limiting in maximizing the return on a horizontal machining center.
The good news is that standardized automation systems are available that allow machine shops to bring more pallets into the fold to expand capacity even for small runs, retain flexibility, and achieve production efficiencies comparable to high-volume production machining.
This is a specialty of well-known machine tool builder Makino. You may think of Makino’s automation capabilities more in terms of large high-volume applications, but they also focus on standardized options that are scalable to shops and lots of almost any size. A good example is the MMC2 Flexible Manufacturing System. It’s a too simple to call the MMC2 bolt-on automation, but it does indeed provide a standardized approach to automatic machine loading/unloading in customizable and reconfigurable layouts. A number of job shops use the system, a few of which you can view in the videos here.
A Pallet is a Pallet
If automated cellular manufacturing still sounds like a leap of technology for an average shop, let’s break it down to the basics. Most shops doing production work are familiar with multiple part fixtures, and if they are using horizontals, mounting those fixtures on a tombstone. By using all four sides of the tombstone you can machine multiple different parts in a single cycle or three sides of a single part. You set up the fixture, establish the workholder/workpiece offsets and run until all the parts are machined. But once that cycle is done, you better have the next pallet of parts ready, or you are losing precious cutting time on an expensive machine. This keeps operators tied more closely to each machine, and still limits the amount of production that can be accomplished in a workday.
This video provides a quick overview of how the MMC2 machining system works.
Having more pallets to work with alleviates these constraints. You still load fixtures and parts on a pallet like you did before, but now those pallets can be stored in a cue and automatically moved in and out of a machining center on demand. Because all the pallets in the cell are completely interchangeable, establishing location within the machine is the same as with a standalone machine. The variability of different parts is managed on top of the pallet, while loading and unloading of pallets is completely standardized. This even works with different machining centers (all HMCs in the Makino’s 1 Series line) that use the same pallet design.
In this configuration the cell has two machining centers, a two-tier pallet stocker and a single work setting station. See full size image.
{kind=link}
Configuring the System
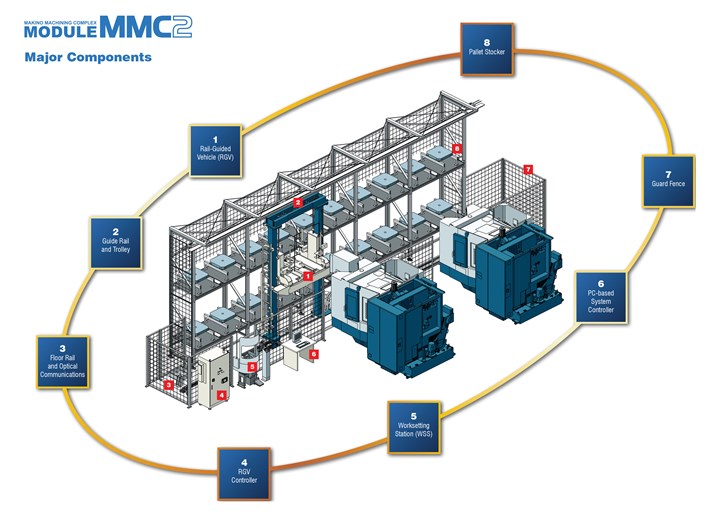
The core of a basic MMC2 machining cell is still a horizontal machining center. However, now pallets are stored on a stocker rail or multi-level stand that is serviced by a rail guided vehicle that picks up pallets and delivers them to and from the machine. Pallets are set up at a work setting station which is also serviced by the vehicle. The more centralized loading station makes better use of operator time and It opens up opportunities to do other things, such as gaging or other QC functions.
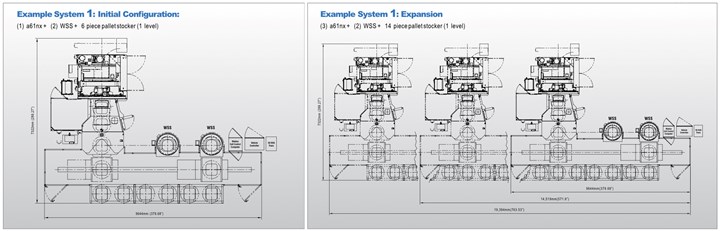
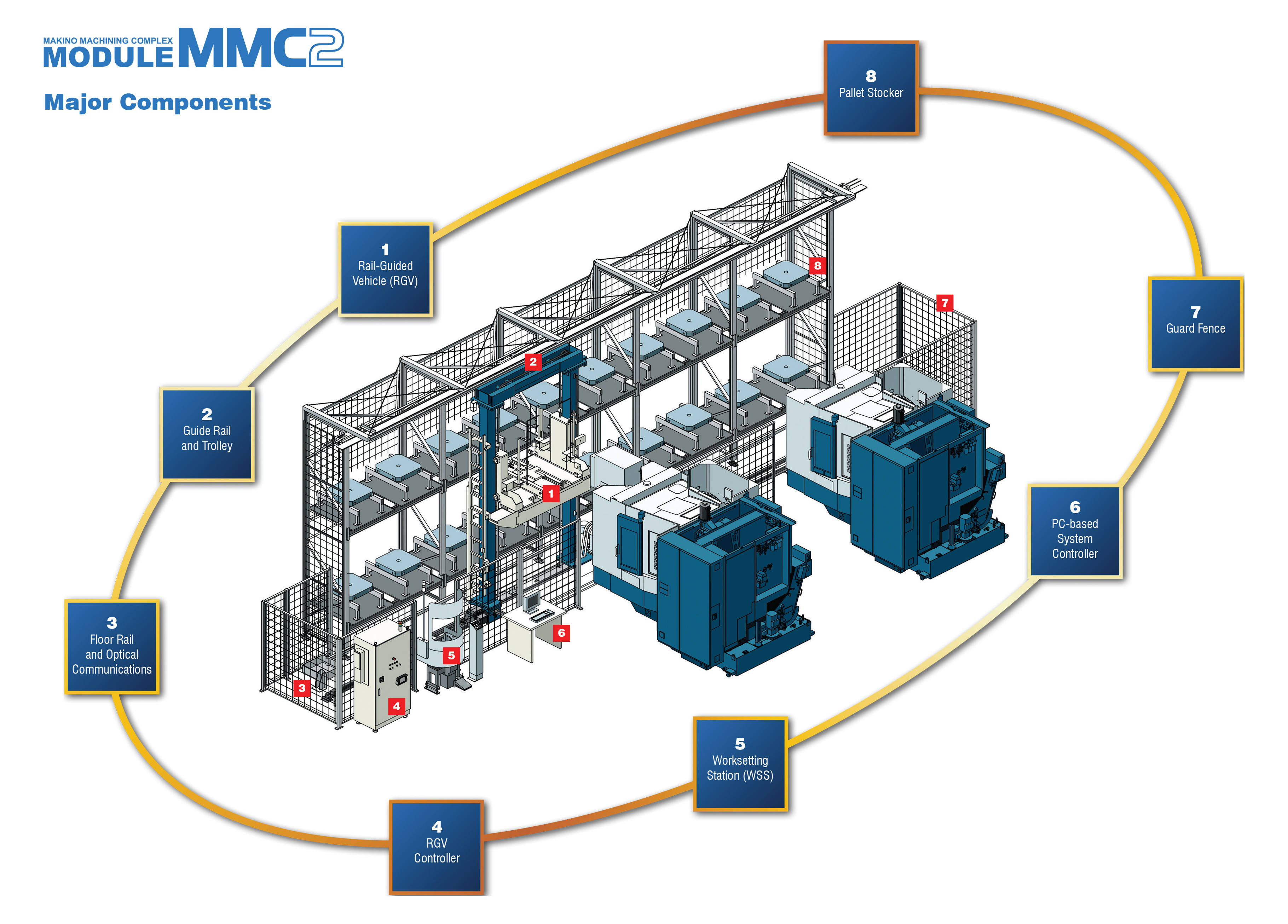
The MMC2 system can be customized to a shop’s immediate needs and then expanded as the business grows. See full size image.
{kind=link}
While that’s all straightforward enough, the key to making it all work in a truly automated fashion is managing the workflow in and out of the cell as well as tracking other process variables such as workholder and cutting tool offsets, useable tooling inventory in the HMC, part programs and other process data. This is all handled by the MAS-A5 Cell Controller that is pre-integrated with the system. More on this below.
What’s particularly helpful in a high mix environment is how easy it is to configure the cell to serve a shop’s individual requirements. You can start small, say with a single machine, six pallets and a single work setting station. Then more capacity can be added later as needed, including more machining centers (up to 15), up to four worksetting stations, and 200 pallets, but all still under a single cell control. This allows the cell to grow with your needs. Once many shops become familiar with how manageable this technology can be, they tend to find more parts to machine this way. Moreover, this capability can enable shops to increase their ability to serve customers both with greater efficiency and responsiveness.
Growing with the Business
New Dimensions Precision Machining is a great example of how this technology was able to grow with the business and help grow the business. According to Director of Business Development, Martin Halwix, (see video) New Dimensions grew up as a typical shop that did some high-volume work plus the familiar job shop mix of small lot jobs. As the business has grown, however, it created opportunities to automate. And conversely, their ability to use automated systems has been a major enabler to capturing new business. The latter is because of how automation has enabled New Dimensions to serve customers’ increasing demands for flexibility without increasing costs. Says Halwix, “With the industry changing and customers not wanting to commit to inventory, and not forecasting part usage, you have to be able to produce parts on demand. (Customers want) no excess inventory and you have to be able to do it economically.”
Automated machining systems are the key technology that’s helped New Dimensions Precision Machining grow its business.
If you’re wondering how a job shop can afford all this automation, especially for low-run, high-mix work, here’s Halwix’s answer: In comparing the economics of New Dimensions’ current automated methodologies to their past production methods he says they can produce the same lot sizes with 70% less labor content. And they can deliver parts as quickly, or quicker, than they were able to in the past.
Keeping it All Under Control
Most automation veterans will tell you it’s often the little things that create the biggest headaches. How do you know you have the right tooling in the machine? How do you know you are using the latest version of a part program? How do you know you have the right fixture ready for the part? These and other reasons are why the cell control is so critical to the success to the MMC2 system.

The cell control manages all workflow within and in and out of the system. It can even provide detailed work instructions on how to setup a job.
To be sure, automation will force a job shop to change its process on how it prepares to run a job. The most challenging aspect of introducing automation to a traditional job shop environment can be affecting the cultural change necessary for employees to embrace a new way of working. For the skilled machinist who is accustomed to doing everything – from setup to tool management to adjusting machining parameters to inspection – a more automated approach will have a big impact on that job. Rather than one person controlling virtually all aspects of the machining process you will move to having dedicated areas of the shop for functions such as loading parts on pallets properly with work offsets established outside the machine or presetting tools with people who are skilled in those specific tasks. But once these changes are made, the cell control becomes the hub where all of this critical process information is managed.
Management functions handled by the MAS-A5 cell controller include:
- Production order management relating orders to part runs
- Dynamic workflow scheduling to maximize spindle utilization while still meeting job due dates and production priorities
- System resource management such as logging tools and fixtures in and out of the cell
- Part program management with version control
- Connectivity between the MMC2 system and the shop network

Using centralized work setting stations eliminates internal setup time to achieve maximum spindle utilization and makes better use of the operator’s time.
For example, if a job is scheduled to run, the cell control will check to see that the proper fixture is mounted on a pallet in the system and loaded with parts. It will even display detailed work instructions for each fixture on the pallet to assist setup and manage part status, clamp and unclamp quantities and overall fixture or pallet status to ensure a job is ready before it is placed in the work cue.
Before a pallet is sent to a machine the cell control will also check to see if the necessary tools are loaded in the machine carousel and with sufficient life to finish the job. When a tool reaches its programmed life it will finish the part and then be automatically replaced with a redundant tool if one is available. It will also access the part program archive and load the correct program into the machine CNC.
Other tool management functions are enabled such as checking tools in and out of the system, and connecting to a “virtual tool crib” to see if needed tools are available, but not yet loaded into the system. It can also connect to a tool presetter so that tool offset data is automatically transferred to the machine CNC.
Reliability is Essential
A significant risk to relying on fully automated machining is that you do have a lot of eggs in one basket and the predictability and reliability of the system is critical. This is a particular emphasis point with Makino, both in how they design machines for reliable performance in high cycle production and in how they provide service support when a need emerges. Makino has installed some 750 linear pallet pools across North America and typically can arrive at a site the same or next day. They provide local operations training and can also support the system remotely via a network connection to troubleshoot problems or execute software updates.
Is this kind of automation for any shop? Not necessarily, but for shops doing production work with repeating orders, automation systems such as horizontal machining centers serviced by the MMC2 pallet handing system are increasingly driving cost and flexibility expectations higher in the high-mix, low volume parts machining market. If that sounds like your shop, it’s time to investigate what this technology can do for your business.
Please go here for more information on Makino automation solutions.