
Automation's Extended Reach
The experience of a Windsor mold shop offers an object lesson in machine shop automation. In an interconnected process, automating one aspect of the process offered benefits beyond what the initial planning had led the shop to expect.
Share










The tool paths are straighforward, but the number of variety of holes in the mold plate can make these parts difficult to program. Automating this programming can deliver considerable time savings.
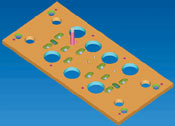
The photo at left shows the verification step for a mold plate machining program that was generated automatically, using software able to identify the features in a plate's CAD model. The photo above shows the program as it's being created. The plate's features are matched to tools and parameters in the software's database, and the NC code is built from this information. Human intervention in this programming is reduced to a few mouse clicks.

The software runs near the machining center used for plate work. Thanks to the time savings, the machine now has the capacity to take on a variety of other work in addition to plate machining.

Interfaces such as this one allow the user to tailor the software's rules for selecting tools and machining methods. Thus the shop can implement a consistent set of practices for plate machining.

Eliminating manual programming of plates let the shop identify other, smaller inefficiencies that used to be less noticeable. One of these was the time spent on manual clamping. The shop uses magnetic workholding now.
The need to machine holes in a 3-foot-long rectangular plate wouldn’t seem to have much connection to a small CNC lathe. But at Michael Angelo Mould & Design in Windsor, Ontario, the connection is clear. The shop recently made a change to the way it machines mold plates. The new method is not only faster, but it is also less prone to error. As a result of improved accuracy, the shop no longer needs to keep two large drill presses in the shop so that one is always available to fix an error in a plate—a single drill press is now plenty. Getting rid of the extra machine will free up enough space for the shop to buy a different machine tool altogether. And CNC turning is the next capability that co-owner Angelo Carnevale wants to add.
At Michael Angelo (the name of the company combines the two owners’ first names), the change in the way mold plates are made involved a move from manual programming to automatic programming using knowledge-based CAM. In the past, the operator would create the program for machining a plate by standing at the CNC and entering data from a blueprint. The data included X-Y coordinates, tool numbers and cutting parameters for the drilling passes and other hole-machining operations that a given plate required. While this method was time-consuming, it was no more time-consuming than it would have been for a programmer to create the same program by inputting all of the information into one of the shop’s established CAM systems.



But now the shop has CAM software specialized for this purpose. The software recognizes all of the machined holes in a mold plate’s CAD model, and it assigns the right tools and parameters to those holes to generate the NC code automatically. An operator or programmer doesn’t have to lift a finger (except to click the mouse).
This software takes the expense, delay and error of manual labor out of an important step in the mold-making process. Thus it’s an example of automation. It’s not hardware automation like a robot loader, but its effectiveness at alleviating the need for human involvement is every bit as real.
And Michael Angelo’s experience with this software illustrates something significant about automation’s return on investment. Some of the payback for automating one part of the process comes from beneficial changes to other parts of the process that, at first analysis, might not seem to be so closely linked.
Automating mold plate programming freed up floor space, for example. It also freed up machining capacity that can now be applied to mold finishing. It also reduced the actual cutting time for the mold plates, thanks to improved machining practice. It also led to the elimination of the setup time that used to be required for clamping the plates at the machining center.
In short, by clearing away one large obstacle—the time formerly devoted to manual programming—the shop shined a light on other, less noticeable inefficiencies in the process that then became easy to correct. That previous method of programming was a burden so large that it was able to hide these other burdens.
Plate Shifting
Readers who are casually familiar with mold making are aware of the core and cavity whose geometries are produced through 3D milling. But a completed mold is much more than this—an assembly made up of a variety of machined parts. Also included in these parts are plates that provide access for screws, dowels, pins, bushings, the sprue, cooling lines and venting. Machining any of these plates consists primarily of hole making. A not-too-unusual plate may have 200 holes in 20 different sizes and variations.
Thus there are no complex tool paths in plate machining, but there is complexity of a different sort. Programming a given plate consists of establishing hole locations, selecting the right series of tools for each hole (the center, drill and tap, for example) and assigning each tool its proper speed and feed rate. Because the tool paths are mathematically simple, the functionality of a typical CAM package has little to add to this procedure. That’s why the fastest way to produce a plate historically has been the direct approach, with a competent machinist working from scratch at a milling machine or machining center.
But the main shortcomings of this approach have always been easy to see. For Michael Angelo, one problem was lost time. The machining center used for plate work was often idle while this program was being created. Another problem was error, which is simply lost time of a different sort. Given 200 holes, with an X number and Y number for each hole, it was almost certain that the operator would enter one of these numbers incorrectly. The result was a hole machined in the wrong location, which then had to be welded closed and machined again on a drill press.
Michael Angelo had a straightforward reason for wanting to automate this programming. The time saved would let the shop bring some outsourced work—specifically, ejector box machining—back into the shop.
“Expert Mold Maker” from Cornerstone Technology (also in Windsor) is the software that made this possible. Developed specifically for mold plate and base machining, this software can match the features of a plate’s CAD model to a user-defined library of tools and parameters in order to generate the plate’s program. Much of the functionality that makes this possible comes from software with a history of knowledge-based machining applications—EdgeCAM software from Pathtrace Systems.
Thanks to automated programming, Michael Angelo did bring the ejector box production back to its own machines. However, in the course of implementing the Cornerstone software, the shop also set in motion a series of additional refinements that ultimately resulted in even greater additional capacity.
Process Improvements
Here are other beneficial changes that can be credited to the programming automation:
- Floor space set free
The shop no longer needs a redundant large drill press in order to support mold plate machining. Lack of floor space has always been the obstacle to buying a CNC lathe, but with one of the drill presses gone, that obstacle will be removed.
- Variable parameters replaced by best practices
When operators programmed each plate manually, they made their own choices about the speed and feed rate at which to run each tool. Some of these choices were based on personal preference, and many of the choices were simply conservative guesses.
Now all of the parameters used in plate machining are as productive as the shop can make them. They all come from a common database. Michael Angelo CNC department leader Joe Barker spent about 20 hours over the course of 2 weeks populating this database with the shop’s preferred tools, modifying recommended cutting parameters where appropriate, and also defining basic decisions for the software such as when to drill a hole versus when to use helical milling.
- Best practices getting better
A plate’s machining time used to be too small to scrutinize, compared to the time formerly required for programming. But now that programming is nearly instantaneous, Michael Angelo can see real value in making the cutting time much shorter. And with machining knowledge now centralized in a single database, any improvement in machining technique can benefit all plates simultaneously.
Where a particular tool is not being pushed to the limits of its performance, for example, the shop amends the database to assign this tool a more aggressive speed. In addition, the shop has begun to experiment with alternative tooling, including high-helix drills able to realize faster penetration rates.
- Repetitive clamping replaced by a single setup
The shop’s previous workholding for the mold plates consisted of conventional clamps. However, to machine so many holes—particularly given that there is usually a hole at every corner—the operator had to move the clamps repeatedly in order to machine a plate to completion. This repetitive clamping was accepted for the same reason that conservative cutting parameters were accepted; the long programming time made the losses small by comparison.
But now the shop has invested in hardware to eliminate manual clamping from the process. Plates today are held in place using magnetic workholding that activates at the touch of a button.
The resulting improvement in setup time, combined with the improved cutting time, has freed up capacity over and above what Michael Angelo expected its programming automation to deliver. The machining center used for plate work has now taken on the outsourced ejector box machining, and the machine still has time available. The extra time represents added capacity for core and cavity finishing.
This change points out where it is that the company is likely to add capacity next. Better plate machining complements other recent improvements on Michael Angelo’s shop floor (high speed machining of EDM electrodes, for one). Work flows through the shop much more quickly and reliably, and as a result, the design department is the part of the process now in need of help. This department begins every job by originating the files that get sent to the shop floor for machining. It used to be that the machine shop worked overtime just to match the pace that this department could set during its normal hours. But thanks to the shop’s greater efficiency, now the reverse is true.





.png;maxWidth=300;quality=90;format=webp)


Related Content

Cutting Part Programming Times Through AI
CAM Assist cuts repetition from part programming — early users say it cuts tribal knowledge and could be a useful tool for training new programmers.
Read More
Addressing Manufacturing Challenges with Automation
GrayMatter Robotics’ Physical AI robotic cells for manufacturing offer immediate impact and results.
Read More
Revolutionizing Production: How Smart Hydraulics Drive 24/7 Manufacturing Excellence
All World Machinery Supply helps a firearms manufacturer up its game and improve and increase output.
Read More
5 Stages of a Closed-Loop CNC Machining Cell
Controlling variability in a closed-loop manufacturing process requires inspection data collected before, during and immediately after machining — and a means to act on that data in real time. Here’s one system that accomplishes this.
Read More