Building on the Right Foundations
One of the largest vertical turning and milling centers in the country will be installed in this Cincinnati-area job shop. Although installing the foundation for this huge machine was a massive undertaking, the company is building on other “foundations” as well.


The concrete foundation for the vertical turning and milling center will become an integral part of the machine’s structure, so it must be constructed to stringent specifications.

Center for Advanced Large Manufacturing Metalex’s Center for Advanced Large Manufacturing on the right is a self-contained building specifically designed to provide the climate-controlled environment and the infrastructure required for precision machining of containment vessels, turbine housings, marine propellers and other exceptionally large, heavy workpieces. This building represents about one sixth of the company’s total manufacturing space.

The size of the Center for Advanced Large Manufacturing is especially impressive when viewed from the expansive pavement behind the building. Planners made sure there is ample room to maneuver large trucks with over-sized loads.
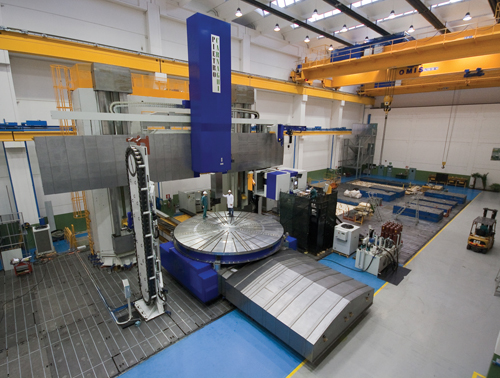
The Pietro Carnaghi AP72TMY-6500 vertical turning and milling center is fully assembled for testing at the builder’s plant in Milan, Italy, prior to shipping. X-axis travel is 36.25 feet (11,050 mm), Y-axis travel is 27.9 feet (8,500 mm) and Z-axis (ram) travel is 13.1 feet (4,000 mm). Turning height is 21.3 feet (7,000 mm). The table is 23.6 feet (7,200 mm) in diameter.

A dedicated crew on a submarine provides an ideal model for workforce behavior at Metalex. Self-directed work teams and mutual accountability enable the shop to function without a highly hierarchical management structure.

The company’s recent investment in resources for large-part machining include a number of recently introduced models such as this WFL M120 Millturn, which provides five-axis milling and turning capability for parts as large as 270 inches long and 36 inches in diameter.

This Makino T4 five-axis titanium machining center is the first of its kind to be installed in the United States. It provides X, Y and Z travels of 4,200, 2,000 and 1,000 mm, respectively, and it can hold workpieces weighing as much as 5,000 kg.
Share









Imagine a 30-foot-deep machine tool foundation that consumed 450 truckloads of concrete, created a well large enough to hold the volume of three Olympic-sized swimming pools, and required positioning 200 mounting bolts within a quarter inch of the specified location. This is the foundation that Metalex Manufacturing, a job shop in the Cincinnati, Ohio suburb of Blue Ash, recently constructed inside its Center for Advanced Large Manufacturing—a 40,000-square-foot, environmentally controlled facility designed to house a specific machine tool.
This machine, to be installed in the second quarter of 2012, will be one of the largest of its kind in North America. The key dimensions of this vertical turning and milling center are listed in the caption under the first illustration. The builder, Pietro Carnaghi of Milan, Italy, has delivered only two other machines of this size to North America.



For this machine tool to perform successfully, the foundation on which it rests has to be exactly right. There can be no flaws or compromises. Constructing this massive foundation, however, was only one of the challenges involved in creating the Center for Advanced Large Manufacturing. Although Metalex has considerable experience with extraordinarily large workpieces manufactured on extraordinarily large machine tools, the scale and scope of this initiative represented a huge leap for the company. It had never attempted anything like this before. Yet the company was confident it could proceed because it was building on other “foundations”—a strong relationship with a technical partner and mentor; a gung-ho, can-do shop culture; and a clear vision of future growth and opportunity.
Here’s a rundown of each of these “foundations” and why they are important.
Choose a Strong Technical Partner
When planning for this project began in late 2008, it became clear very early that the company would benefit from the guidance of an outside technical partner and mentor. Metalex naturally turned to the Nuclear Operations Group (NOG), a business unit of Babcock & Wilcox, and one of the key customers urging the shop to make this radical expansion.
Babcock & Wilcox NOG specializes in the design and manufacture of large components such as heavy-walled nuclear components and vessels. One of its main manufacturing plants is in Mount Vernon, Indiana, near Evansville. At this site, the company machines its largest components, including heavy pressure vessels. The site has the capability to fabricate and machine vessels weighing as much as 1,000 tons when finished. Babcock & Wilcox NOG was eager to find a reliable subcontractor to handle its overflow work in this field. In particular, the firm was looking for a job shop to match the capacity of its own Pietro Carnaghi vertical turning and milling center.
As it turned out, the role of this technical partner/mentor proved to be essential. The company was able to give Metalex advice on every critical decision regarding the design and construction of the center, such as finalizing specs for the building, selecting the right machine and guiding its installation. Both companies sent teams to the other’s facility for on-site consultations several times during the process.
One of the first decisions for Metalex was machine selection. Knowing the size of nuclear components likely to come its way was a starting point. Other jobs that could be attracted to the planned facility include marine propellers and turbine casings for power generation. Ultimately, it determined that an almost exact duplicate of NOG’s machine in Mount Vernon was the best choice for the Blue Ash facility.
However, the final decision was not made until visits to Carnaghi’s factory in Italy were completed. Metalex relied on the expertise of this builder in addition to that of its stateside mentor. This input was essential. For example, a Carnaghi-certified architectural engineer had to sign off on all details regarding the design and construction of the machine’s foundation.
The machine selected is a Model AP72TMY- 6500. Only after deciding on a model could the shop determine the dimensions and features of the building to house it, says Randy Black, the Metalex engineer who headed up the machine selection process. For example, with the Z-axis ram fully extended, the machine reaches 55 feet from the floor. In addition to that, the allotted space had to accommodate a 150-ton overhead crane. These and other considerations led the company to specify a 65-foot-high ceiling covering an area approximately two-thirds the size of a football field. This structure, completed in early 2011, is environmentally controlled, with an HVAC system designed to maintain a temperature of ±1°C from floor to ceiling. As seen in the picture on the opposite page, it has no windows or skylights.
Babcock & Wilcox NOG was also instrumental in helping Metalex determine its initial requirements for fixtures, tooling and CNC programming. Essentially, the job shop chose to match those of its mentor. The Indiana firm also advised Metalex to specify additional travel on the machine’s Y axis so that workpieces on the table could be moved away from the workzone for easy overhead crane access. Other insights from NOG involved strategies for deploying live tooling, the selection of exchangeable heads for the ram (nine heads were ordered, including one designed for five-axis milling) and safety features such as battery backup for the systems that maintain the hydrostatic bearing under the table.
Think like You’re on a Submarine
Clearly, Metalex thinks big—big parts, big machines, big ideas. This is possible because Metalex is a well-grounded company. That is, it has a firmly established shop culture that nurtures a proactive, self-reliant spirit on all levels. Even so, the Center for Advanced Large Part Manufacturing represents a huge leap that puts this culture to the test. It calls for greater attention to detail, a heightened sense of safety and best practices, a deeper mastery of technical complexities and closer teamwork than ever before.
It is difficult to define the culture in any shop. However, examining two indicators will serve to show that the culture at Metalex is “well grounded.” Ironically, one of these is symbolized by a submarine. The other is the company’s business model, “Interaction Without Boundaries.”
Metalex’s organizational chart is pictured as a submarine to emphasize the overarching idea that employees must rely on one another like sailors on a vessel under hundreds of feet of water. Joe Ramsey, shop support leader, explains that work teams must be self-directed and mutually accountable. “Sailors on a submarine can’t count on help from the surface to maintain essential functions. Likewise, employee teams at Metalex do not depend on supervision or micro management from above to do their jobs,” he says.
Of course, this chart is more than merely a memorable image. In fact, it is a detailed depiction of the company’s internal structure that identifies work teams, outlines their responsibilities and diagrams their interactions. Familiarity with this chart is a fundamental component of employee training at Metalex, and the chart is posted in numerous conspicuous places around the shop.
The other highly representative indicator of shop culture is summarized by the expression, “Interaction Without Boundaries.” The broad concept behind that phrase is that all Metalex employees are empowered to interact directly with other employees that affect, or are affected by, their activities. This reflects the flat nature of the company’s management structure. It avoids strict hierarchies that impede the flow of important information, suggestions for improvement and quality concerns. “Everyone has a voice,” Mr. Ramsey says.
This principle is backed up by a detailed set of specific policies and practices. Prominent displays that reinforce this principle and its application are located throughout the shop.
With this shop culture as a foundation, taking on the Center for Advanced Large Manufacturing project was not likely to create challenges the company was unprepared to meet. In fact, the consensus is that this project has validated and reinforced this aspect of the company’s strength.
A Firm Foundation Takes Form
The concrete foundation for the Carnaghi vertical turning and milling center was installed during the summer of 2011. This crowned months of prior preparation and planning. In addition to some of the basic facts about the foundation already given, it should be noted that the success of this phase of the project exemplifies the importance of having both a strong relationship with a technical partner/mentor and a strong company culture.
For example, Rob McCabe, Metalex’s maintenance manager, worked closely with his
counterpart at Babcock & Wilcox NOG to benefit from that company’s experience with installing a similarly massive foundation. Among the “lessons learned” were details about the optimal location of steel reinforcing bars, proper provisions for an electrical grounding circuit, the value of redundant backups for every essential system involved in the concrete pouring process (once started, each “pour” could not be interrupted without degrading the integrity of the material), and checklists to monitor the performance of the construction contractors. Mr. McCabe, who was in charge of this installation, credits such monitoring for virtually error proofing this critical part of the project.
Key traits of Metalex’s corporate culture likewise came to the fore at this time. Successfully coordinating the complex logistics involved in installing this foundation depended on good communication and teamwork, says Brian Lawson, purchasing manager at Metalex. “Sometimes our decision making processes had to be unconventional,” he says. For example, contractors were chosen in follow-up sessions after back-to-back interviews. That way, the Metalex team could be sure to ask the right questions and evaluate responses while input from contractor interviews was freshly in mind.
And no decisions relied on guesswork. “Every employee at Metalex is drilled on this admonishment: Don’t hide what you don’t know—learn what you don’t know,” Mr. Lawson explains. “We asked a lot of questions at every step of the way.”
The Next Generation
Sue and Werner Kummerle, the founders of Metalex, are the kind of business leaders who project a clear vision of where the company is headed. Under their guidance, the “new generation” of this enterprise is emerging, and it is being shaped by at least three major influences. One of these is obviously the emphasis on large-part manufacturing, as manifested in the Center for Advanced Large Manufacturing. However, other influences adding to the momentum behind this development are employee empowerment through the Interaction Without Boundaries business model and an ongoing, in-house apprenticeship program. The Kummerles consider all three essential for creating the foundation on which the company’s future growth and prosperity will be sustained.
As a step in this direction, creating the Center for Advanced Large Manufacturing was certainly a move that was at once bold, challenging and not without risk. Yet this step was in keeping with the history and tradition of the company.
When the Kummerles started Metalex in 1971, they located it in what was then a rather remote area about 15 miles directly north of downtown Cincinnati. They wanted room to grow. After quickly establishing a reputation for precision machining of complex parts in difficult materials, the company did just that. It added customers in the automotive, defense and aerospace industries. The manufacturing space was expanded several times. In the meantime, the surrounding area also boomed, becoming one of the fastest-growing suburbs in greater Cincinnati during the 1980s and ’90s.
During this time, the shop began to concentrate on large-part machining, and it acquired machine tools with larger and larger capacity. Today, Metalex is home to a number of unusually large machining resources. Notable examples include a WFL120 Millturn, a Makino T4 five-axis titanium machining center, a StarragHeckert STC-1600 five-axis HMC, a Deckel Maho DMC FD 340 universal milling/turning center and a WaldrichSiegen roll grinder.
With proven capabilities in large-part machining, Metalex was often approached to provide quotes on customers’ large workpieces. A key lesson the shop learned as it added capacity to meet these requests is that successfully handling a customer’s largest work was likely to result in recurring contracts for smaller work from the same customer. This fact suggested a growth strategy. Going after really big workpieces would help keep the rest of the shop well-loaded, too.
This trend culminated in the decision to create a facility for machining work too large and heavy for most other shops to attempt. The Carnaghi machine is scheduled to be operational in the third quarter of 2012. The building has enough space for a second large, gantry- or floor-type boring mill. This means there is still room to grow. In fact, Metalex’s vision of its future includes a second-phase addition to the Center for Advanced Large Manufacturing, and the company had the insight to plan for that addition early in the process. For example, the building’s footers and utilities were built to accommodate a doubling of its size.
In the meantime, the people side of integrating this machine into the workflow and daily routines of the shop are underway. Preparations have included a recommitment to the Interaction Without Boundaries business model throughout the company. Developed over several years with the support and input of many Metalex employees, this business model establishes a degree of mutual dependence that requires everyone to work as a team. “It’s based on respecting the contributions of others as they travel a shared mission to be their best and do their best for customers,” Mr. Kummerle says.
Another company-wide priority is grooming the next generation of Metalex team members to ensure they have the skills and talents required of a company at the forefront of technology. An in-house apprenticeship program simply called “learning by doing” enables the seasoned members of the workforce to pass on their knowledge and experience. Mr. Kummerle stresses the importance of this investment in technical/cultural training. No company can grow larger safely unless it also grows stronger, he says.
A Firm Footing
Among policymakers, community leaders and average citizens, there is a growing awareness that manufacturing is the foundation of a strong economy. Less well understood is the role of entrepreneurial job shops and contract manufacturers in supporting and sustaining that foundation. Looking even deeper, the best of these companies comprehend underlying importance of a well-trained and motivated workforce.
Although Metalex has taken a course that few job shops may choose to follow, its experience is relevant. It shows that bold leaps are possible only when they began with a firm footing.








Related Content

3 Trends From PMTS 2025
The 2025 Precision Machining Technology Show provided an excellent look at the variety of machining solutions catering to the U.S. metalworking industry, including a range of automation solutions for turned and milled parts.
Read More
4 Tips for Staying Profitable in the Face of Change
After more than 40 years in business, this shop has learned how to adapt to stay profitable.
Read More
Video Tour: Inside the American Precision Museum
Where did precision manufacturing begin in the U.S.? What led to it, and how has it changed? Join us on this tour of the American Precision Museum, where Executive Director Steve Dalessio tells us the story of precision manufacturing’s birth — right from the place where it happened.
Read More
Industry Analysis: Machining Semiconductor Components
With many machine shops anticipating long-term growth in demand from the semiconductor industry, it is worth the time to heed the advice of manufacturers who have already been servicing this end-market for years.
Read MoreRead Next

OEM Tour Video: Lean Manufacturing for Measurement and Metrology
How can a facility that requires manual work for some long-standing parts be made more efficient? Join us as we look inside The L. S. Starrett Company’s headquarters in Athol, Massachusetts, and see how this long-established OEM is updating its processes.
Read More