
Clearing Weldment Machining Challenges
Rather than replacing an old horizontal boring mill with a similar model, this manufacturer of stone-cutting equipment now uses a dual-pallet HMC with a quill spindle to provide W-axis extension to reach past weldment obstructions and more effectively machine critical weldment features.


Rather than replacing an old horizontal boring mill with a similar newer model, Park Industries chose a horizontal machining center with W-axis quill and dual-pallet design to machine medium-sized weldments for the various models of stone-cutting equipment it manufactures.
An example of the company's stone-cutting equipment.
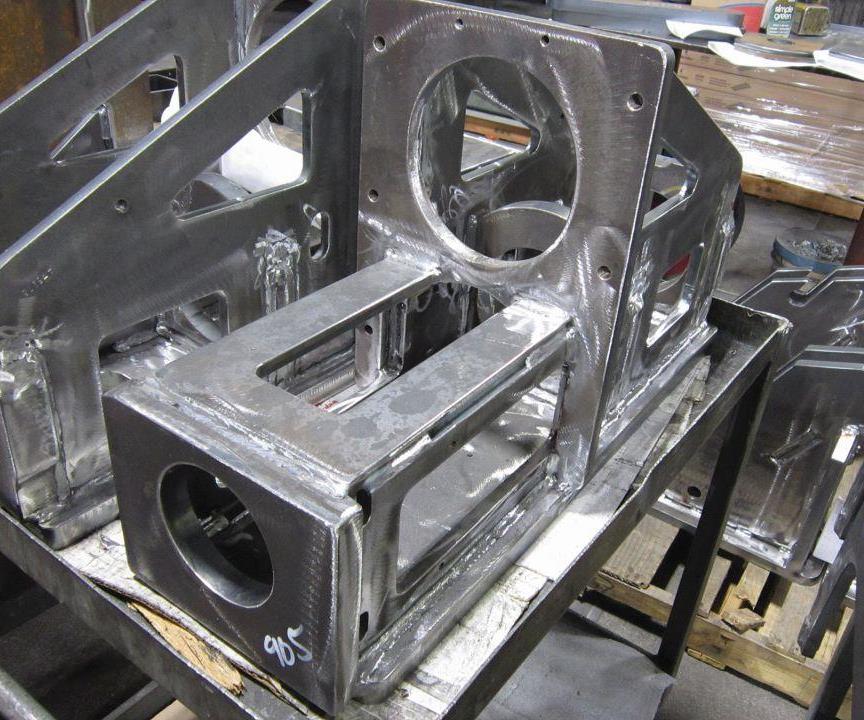
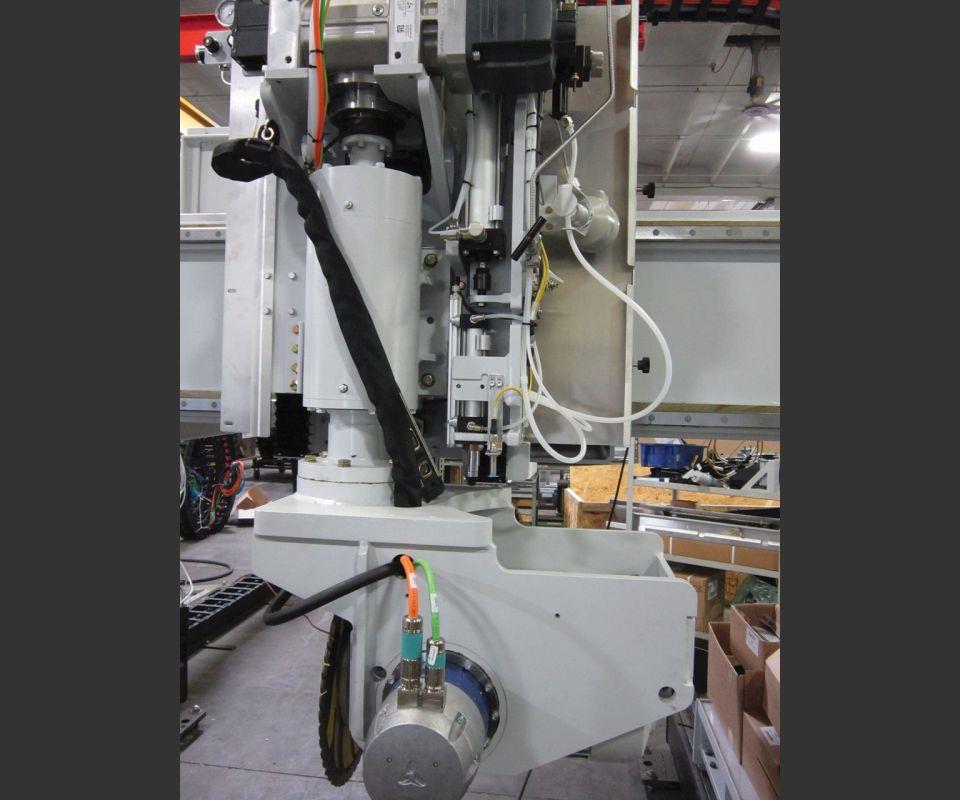
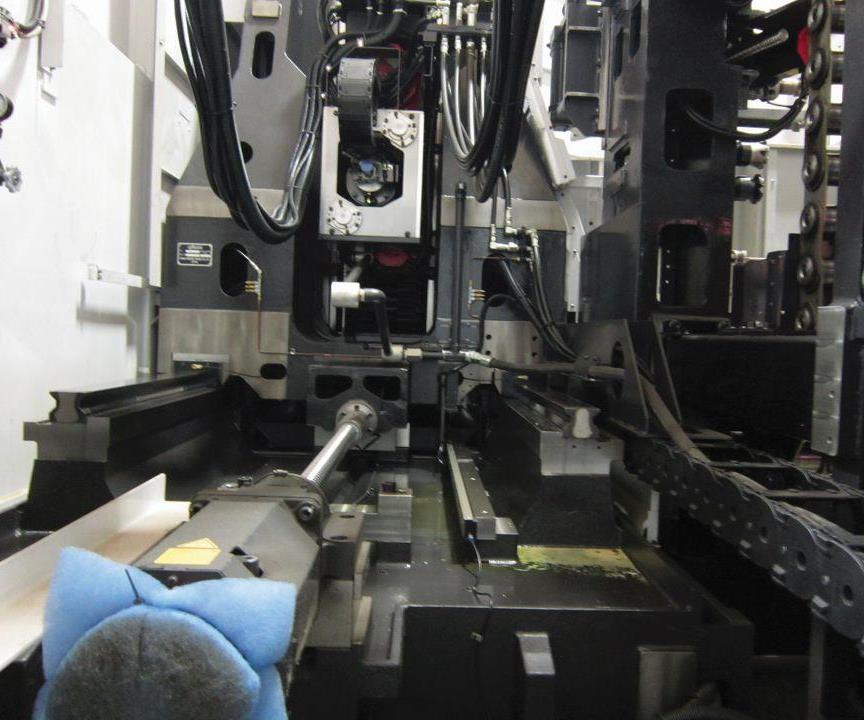
Here is one example of a spindle-reach issue that weldments present. The HN1000-S Bar machine’s quill spindle offers 21 inches of W-axis motion to extend past obstructing features and enable the spindle to reach other areas of weldments that require milling or drilling.

Another example of a tough weldment part.

The pallet area outside the machine is open with ample crane access to streamline setups for shop personnel.
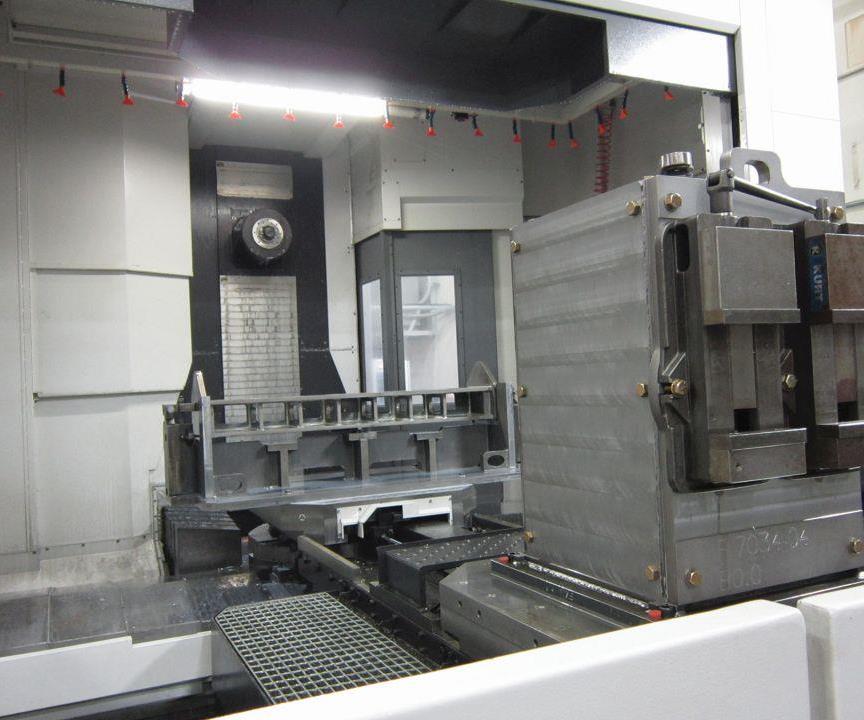
It also features a large platform offering ample room for employees to safely maneuver around the pallet during setups.

This platform also offered sufficient room for Park Industries to build a storage area for tools, gages and related devices operators commonly used when setting up new jobs.

The A- and C-axis rotary heads for Park Industries’ five-axis Fusion CNC saw/waterjet machine mount to the fixtured weldment shown here.
True-position tolerance for their two bores is ±0.001 inch, and the bores are created via circular interpolation using a single end mill instead of dedicated boring tools.
The HN1000-S Bar uses a hybrid guideway system. Large linear guideways are used for the X and Z axes to provide speed (rapid traverse rate for this machine is 1,575 ipm for table loads as high as 11,000 pounds), and a solid box way is used for the Y axis to offer rigidity during machining operations.
Share









As a manufacturer of quality CNC stone-cutting equipment, Park Industries has a good idea of what capabilities the machine tools it uses to mill, drill and bore weldments and other components for its machines should possess.
Founded in 1953 in St. Cloud, Minnesota, this third-generation family business that serves only the North American market (thus, enabling prompt customer service and support) manufactures 40 different models of stone-cutting machines for countertop and architectural applications. This includes CNC five-axis saws, five-axis saw/waterjet machines and routers. It also provides slab laser layout and digital image capturing technology for its customers that enables them to streamline the design and manufacture of stone products for their own customers. With an installed base of more than 10,000 machines, Park Industries is North America’s largest stone-cutting equipment manufacturer.



The mild steel weldments that form the structure of the company’s stone-cutting machines require a variety of machining operations after individual plate components are welded into an assembly. However, some areas that require machining can be tough to access due to protruding or interfering weldment features. That’s why for years, Park Industries has used conventional horizontal boring mills with their signature W-axis quill spindles that can extend past such obstructions so all necessary weldment machining can be completed.
Recently though, the company decided to replace one of its older CNC horizontal boring mills used to machine medium-sized weldments with newer technology. Lyle Pedersen, Park Industries’ CNC manager, says the original plan was to stick with the known horizontal boring mill platform while taking advantage of the improved speed and cutting performance offered by today’s newer models. However, while researching new horizontal boring mills, he learned about a machine that more closely resembled a horizontal machining center (HMC), but that also offered a W-axis quill spindle common to horizontal boring mills. What he and others at Park Industries soon realized, and what he explained to me during a recent visit, is that this alternate machining platform offered production benefits that extended beyond the capability to reach past weldment obstructions, ultimately leading to as much as 60 percent improved throughput time for medium-sized weldments on its stone-cutting machines.
Hybrid Machine Design
Michael Schlipf, regional sales manager of SNK America (Mt. Prospect, Illinois), is the person who suggested that Park Industries consider the HMC-type machine. This machine, available in the United States through SNK America, is a Niigata HN1000-S Bar HMC with dual pallets and a W-axis quill spindle, which is a hybrid of sorts combining the size and rigidity of a horizontal boring mill with the speed and performance of a production HMC.
Park Industries purchased this machine in October 2015, and it was installed in February 2016. Mr. Pedersen says it features a number of design elements that not only enable it to machine weldments faster, but that also have spurred Park Industries to make further process changes to more effectively manufacture weldments. He points to:
• Power, size and speed. The HN1000-S Bar has a gear-driven, 60-hp spindle providing 972 foot-pounds of torque as well as XYZ travels of 79.92 × 59.02 × 47.24 inches and the ability to swing parts as big as 90 inches in diameter. It offers power and size comparable to a horizontal boring mill to effectively machine Park Industries’ medium-sized weldments. That said, it also reaches 1,575 ipm rapid traverse rates even for table loads as heavy as 11,000 pounds.
Much of this power and speed is due to the machine’s hybrid guideway design. The X and Z axes use large, heavy-duty, caged-roller linear guideways from THK. The X-axis guideways are size 65 and the Z-axis guideways are size 85. In addition, the Z axis is column-driven, said to offer higher rigidity than designs with stacked X and Z axes. Conversely, the Y axis uses hardened, Turcite-coated box ways (the fourth-axis rotary table guide surfaces feature Turcite, too), which prevent stick-slip and damp vibrations. In fact, Mr. Pedersen says the machine, which also features a heavily ribbed, solid base casting and bifurcated column that offers more mass and stability than welded-gusset designs, is the most rigid machine the company has used to date.
• W-axis quill spindle. The weldments used in Park Industries’ stone-cutting machines present inherent machining challenges, the biggest of these being features that prevent a machine’s spindle from being able to reach isolated areas where machining is required. For example, it might be necessary to pass through one bore to machine another internal bore, as in one of the weldments shown in the photo gallery above. This is why shops commonly use a horizontal boring mill with a W-axis quill spindle, which can extend past or through obstructions to enable machining those types of hard-to-reach features. To do this on an HMC with a conventional spindle (no W-axis quill) would require the use of extended cutting tools. However, long cutters are prone to vibration, which often means surface finish suffers and less aggressive machining passes must be made, extending overall cycle time.
Therein lies the advantage of the HN1000-S Bar with quill spindle. This spindle offers a maximum 21 inches of W-axis travel as needed. In fact, Park Industries runs most jobs with the quill extended 8 inches even if there are no glaring clearance issues, primarily for “insurance” purposes. For instance, this modest extension prevents the possibility of the machine’s rotating table contacting the spindle nose after the spindle has completed machining a feature that’s close to the table surface. That said, the spindle can be drawn in to increase rigidity in cases where very heavy hogging operations are performed.
• Full enclosure. One might not expect that a machine enclosure could affect machining performance, but Mr. Pedersen says this is in fact the case. Traditional horizontal boring mills with an open design can send coolant and chips flying all over the shop floor. This causes safety and cleanliness issues, but it can also cause shops to dial back on feed rates so as not to have chips being so aggressively shot out of the machine, possibly injuring someone. As a result, the potential to achieve faster cycle times often isn’t realized, which remains the case for a horizontal boring mill Park Industries still uses for some jobs.
This isn’t an issue with the HN1000-S Bar machine, which has a completely enclosed workzone. In fact, the enclosure (combined with machine power and rigidity) enables Park Industries to take advantage of new high-feed cutters to improve overall machining performance. Mr. Pedersen says the shop previously used standard 45-degree face mills for roughing operations typically at a depth of cut of 0.03 inch and feed rate of 40 ipm. On the HN1000-S Bar, the company achieves 0.07-inch depth of cut and feed rates upwards of 300 ipm using Walter USA F2330 series high-feed face mills.
This type of cutting tool technology has also enabled Park Industries to change the way it machines weldment bores. Previously, multiple, appropriately sized boring tools were used to create bores of various sizes. Now, bores are created via circular interpolation of a single end mill, meaning one cutter can be used for numerous bore diameters, minimizing the number of tools required for a given job.
Through-tool coolant delivery is also key to getting the most out of these and other types of cutters. At 215 psi, the through-tool coolant system is sufficient for Park Industries’ requirements as it is vital for effective chip removal, especially when performing drilling. (Niigata offers pressures as high as 1,000 psi for this machine.) Pecking routines were typically required when drilling through multiple stacked weldment plates (laminates) on the horizontal boring mill, because tool breakage would occur as the drill passed through one plate and immediately into another. With the new HMC, through-tool coolant delivery eliminates the need for pecking routines, speeding cycle times. Machining accuracies of ±0.001 inch are also maintained in terms of concentricity, parallelism and other tolerances, and the company is seeing improved tool life thanks to the through-tool coolant delivery, new cutting technology and overall machine rigidity.
• Pallet-changing system. Mr. Pedersen says the HN1000-S Bar’s dual-pallet-changing system played a big role in the decision to go with an HMC-type machine instead of a horizontal boring mill. Similar to how most shops take advantage of this capability, Park Industries is able to set up one job on a pallet located outside the enclosed machining environment on an open work platform while the machine is in cycle with another job on the other pallet. This boosts spindle uptime compared to the single-table horizontal boring mill that might be down for 40 minutes during a new setup. The new machine is down only for the minute it takes to shuttle the pallet with the completed part out and another new one in.
However, there’s another way the company takes advantage of the dual pallets. Because roughing operations introduce stresses into weldments, those workpieces are unclamped after roughing so they can be brought to a relaxed state prior to reclamping for finishing operations. Doing this on the old horizontal boring mill took 12 minutes, all while the machine was down. Now, with the dual pallets, the company roughs one weldment, shuttles that part out and brings another in for roughing. Once outside the machine, that first weldment can be unclamped then reclamped, and is ready for final machining work.
Another aspect that plays into improved spindle utilization rates and reduced setup times is dedicated fixturing. The goal for the horizontal boring mill was to set up multiple parts on the table to achieve longer machine run times. Instead of affixing parts to dedicated fixtures, the parts typically were simply secured to the table using conventional clamps. Alignment of each part had to be performed every time prior to machining because there was no positioning repeatability.
With the HN1000-S Bar, Park Industries uses a specific fixture for each weldment. That way, once a fixture is aligned, no additional adjustment is needed if a batch of parts dedicated to that fixture is to be machined. In addition, because only one part is mounted to a given fixture, the fixtures can be designed smaller and possess more rigidity to accommodate higher feed rates and tool pressure. Mr. Pedersen says these reasons justify the cost of the additional fixtures.
That said, distortion can occur when welding weldment plate components together. Typically, robot-welded weldments are more repeatable, relative to the position of the various plates that comprise those workpieces, than weldments that are manually welded. Therefore, a probing routine using the machine’s Renishaw RMP 60 probe is sometimes used to find the true location of some weldment features. Probing is sometimes also used for in-process measurement of key features such as bores to ensure process repeatability.
These capabilities enable Park Industries’ new HMC to achieve more than 60-percent spindle utilization compared to 35 to 40 percent on the horizontal boring mill. On average, machining time for weldments has decreased by 50 percent, thanks to improved machining performance as well as reduced setup times, Mr. Pedersen says. Similarly, this alternate approach enabled his department to satisfy the demand associated with new stone-cutting machines that require more medium-sized parts. In addition, his department has removed a proposed horizontal boring mill from its budget and instead is considering an HMC with pallet changer to replace a traditional VMC in its manufacturing area for small stone-cutting machines.








Related Content

Inside a CNC-Machined Gothic Monastery in Wyoming
An inside look into the Carmelite Monks of Wyoming, who are combining centuries-old Gothic architectural principles with modern CNC machining to build a monastery in the mountains of Wyoming.
Read More
How to Build Out a Machine Shop for Submarine Parts
Five-axis large-format machining has given Granite State Manufacturing the ability to take on complex submarine parts — and has also worked as a recruiting tool for experienced machinists.
Read More
The Benefits of In-House Toolmaking
The addition of two larger gantry routers has enabled a maker of rubber belting products to produce more tooling in-house, reducing lead times and costs for itself and its sister facilities.
Read More
Orthopedic Event Discusses Manufacturing Strategies
At the seminar, representatives from multiple companies discussed strategies for making orthopedic devices accurately and efficiently.
Read More