Maximize spindle uptime, minimize operator intervention. Such are the aspirations of countless manufacturing operations throughout the country, and Eric (Sol) Sun’s new company in Orange County, California is no exception. And, like many others, this fledgling shop owes much of its success in meeting those goals to one particular equipment configuration: horizontal machining centers (HMCs) equipped with tombstone fixturing and pallet changers.
Mr. Sun’s experience so far is revealing in that it exemplifies both the opportunities and challenges inherent to that mix of equipment. It also showcases how even a relatively simple auxiliary product—in this case, the Pitbull fixture clamp from Mitee-Bite—can play a significant role in making the most of production resources.
Chicken and Egg
By the time he’d secured funding for the business in early 2012, Mr. Sun had recognized that realizing the full potential of the HMC-tombstone-pallet changer combo would require mounting as many parts as possible to the tombstone. However, the size of some of his more common workpieces promised to make this a difficult proposition.
Coincidentally, he had already envisioned a solution that he thought could help with his fixturing problem—on the very products he’d gone into business to produce. His new enterprise, Orange Vise Company, specializes in the design and manufacture of quick-change vises that offer just the sort of low profile he’d need. Other vises on the market, as he puts it, “would not have satisfied all our requirements.”
Therein lay the opportunity that spurred him to start the company in the first place. Orange Vise Company aims to provide a product that addresses what he sees as the most common deficiencies with various high-quality vises on the market. “Our vises combine a lot of features that have been scattered across different products but have never been put together into one system,” Mr. Sun explains. “While nothing by itself is out of the ordinary, the way all these features mesh together is what makes the difference.” The company also offers a line of zero-point, quick-change ball couplers.
The Horizontal Advantage
From the get-go, Mr. Sun committed to keeping manufacturing of all his products in the United States, even if some production is eventually outsourced. To keep costs low enough to make this viable, he’d have to work as the sole operator of only a few machine tools, at least in the beginning. Managing the intricacies of production while also running the business would require relatively lengthy stretches of unattended machining, and Mr. Sun knew the HMC-tombstone-pallet changer combo could deliver. Setting up one pallet while the other is in the workzone can help keep work flowing on any machine tool. However, tombstone-equipped horizontals have an added advantage in that they offer what might be considered an inherent level of automation that is lacking in other common machine configurations.
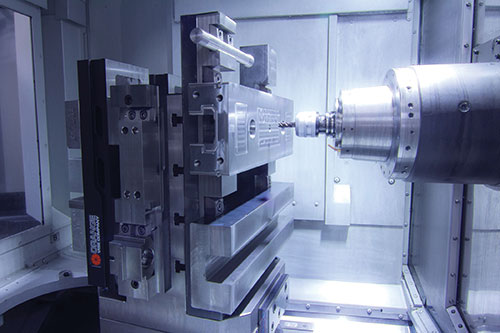
For example, a typical three-axis vertical would require multiple setups to access more than one side of a workpiece. In contrast, as an HMC’s tombstone indexes, the spindle can access not only the front portions of parts directly across from it, but also the ends and/or sides of those mounted on the respective left and right faces of the tombstone. Fewer setups translate to less operator intervention, and with a pallet changer in the mix, the HMC operator is often free to walk away for substantial periods of time while the machine cycles through multiple tombstone-mounted parts. Mr. Sun also recognized that these advantages would help meet quality requirements because reducing setups reduces the risk of stack-up error.
Given the limitations of his 3,000-square-foot facility, an HMC with 400-mm pallets would be the largest machine Mr. Sun could accommodate. After careful consideration, he settled on a twin-pallet Mori Seiki NHX4000 with a 12,000-rpm, 30-hp continuous spindle. Key factors influencing his decision were linear scales, which provide high-accuracy interpolation, and the fact that the machine uses a three-point leveling system, which Mr. Sun says is a testament to the rigidity of its structure. However, size was also a critical concern. The NHX400 offers X- and Y-axis travels of 22 inches, slightly longer than many other machines he considered.
Fitting Fixtures
For Mr. Sun’s purposes, even that slight advantage in axis travel could prove critical. Vise components tend to be bulky in general, and his largest parts—the vise bodies—measure 20 inches long. That’s a tight fit for a machine with 22-inch travels, and anything smaller wouldn’t accommodate the part at all. In fact, in certain areas, the clearance between vise bodies and the machine enclosure amounts to only 1/4 inch.
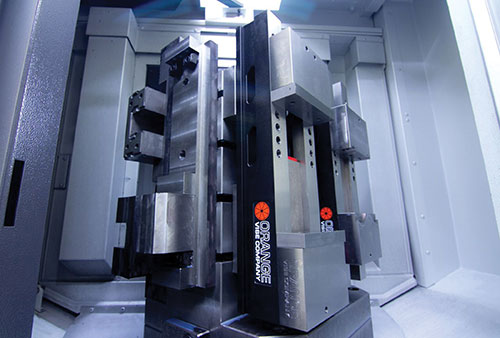
Mr. Sun opted to mount these parts on standard tombstones fitted with dedicated, custom fixtures machined from ductile cast iron. Having seen Mitee Bite’s Pitbull clamp in a catalog, he decided to try the system for securing parts in the new custom fixtures. After a few early trials, it became apparent that the clamps would go a long way toward solving his high-density fixturing problem. “They have a really low profile, and they deliver a ton of force for their size” Mr. Sun says. “This enables us to make fixture plates very thin so that the workpiece stays as close to the center of the rotational axis as possible.”
Most fixtures incorporate clamps using either 3/8-inch or 1/2-inch socket-head cap screws, which deliver clamping force of 6,000 and 12,000 pounds, respectively. That amount of force is sufficient to grip 110-pound cast iron vise body blanks with only two clamps. Additionally, the clamps offer a low enough profile that Mr. Sun can keep fixture plate thicknesses to between 1.5 and 2 inches, and the plates have to be only a few inches wider than the workpieces. This conserves a significant amount of space on the tombstone.
Finally, the clamps’ hardened tool steel construction provides durability. “Thus far, we have not experienced a single clamp failure, and none of our workpieces have been pulled from the fixture during machining,” he says.
Ramping Up
As of mid-November 2012, the shop is in full production, and the HMC is delivering the benefits Mr. Sun anticipated. The majority of vise components—the jaws, jaw carriers, jaw plates, subplates and screw shaft collars—are machined in two setups (one exception is the vise bodies, which require heat treating and powder coating between operations). For larger components, such as the bodies, the company uses helical interpolation to machine precision bores. These bores accommodate the company’s own Orange-brand zero-point, quick-change ball couplers for use in the second fixturing. This speeds setup and ensures that all six sides of the rectangular components are squared and positioned accurately in relation to one another, Mr. Sun says.
Preparing a pallet takes between 10 and 15 minutes, while cycles ranging from 90 minutes to 8 hours, depending on the configuration, leave plenty of time to attend to other duties while the machine runs. Each tombstone accommodates multiple part numbers to simplify scheduling and make the most of the shop’s limited production resources. Typically, the shop can churn out two or three complete vises each day while also leaving some breathing room to machine replacement parts or accommodate other miscellaneous work, Mr. Sun says.
That production strategy may change in the future, as any additional equiment might be more dedicated. Regardless, he says the Pitbull clamps’ low profile and high gripping force are critical to his ability to mount parts to the tombstone while maintaining adequate tool clearance.Now, however, the dedicated Pitbull fix-tures are used in concert with the company’s own products. Mr. Sun says they are most useful for larger parts machined in high quantities, such as vise bodies, jaws, and jaw carriers. Meanwhile, smaller parts, lower-quantity parts, round pieces, and miscellaneous workpieces are mounted in his own Orange-brand Vises, often on the same tombstone. As he puts it, “it’s faster to swap out a few vise jaws than an entire fixture plate.” Nonetheless, swapping out either vises or fixture plates takes only seconds because both are fitted with Orange ball couplers. “The vises and Pitbull fixtures complement each other very well and allow greater flexibility and productivity than either method by itself,” he notes.



























.png;maxWidth=300;quality=90;format=webp)





