High Speed Spindles Provide Focus For Single-Machine Piston Production
Focus:HOPE is a non-profit Detroit organization that teaches manufacturing skills from basic machining through CNC operations and also offers associate's and bachelor's degrees through the organization's Center for Advanced Technologies.
Share










The back side of spindle mount shows orderly routing of cables and hoses for power, spindle cooling and air systems. The cable carrier below manages multiple cables and hoses.
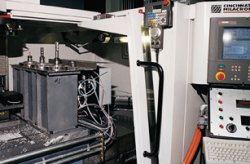
Three Precise SC 60122 high speed electric spindles are integrated into this Cincinnati Milacron CNC vertical machining center at Focus:HOPE's Center for Advanced Technologies in Detroit. The auxiliary spindles provide the high speed and flexibility needed to produce complete pistons on a single machine, using small diameter cutters.
As part of a research project to produce composite diesel and automotive pistons on a single machine, Focus:HOPE needed to perform a sequence of machining operations at a rotational speed high enough to achieve optimum tool loading characteristics with small diameter cutters. Focus:HOPE is a non-profit Detroit organization that teaches manufacturing skills from basic machining through CNC operations and also offers associate's and bachelor's degrees through the organization's Center for Advanced Technologies. The Center also performs production contracts and research projects for industry, including a recent assignment to determine the most effective way of machining complete automotive and diesel pistons from a composite material on a single machine.
The Center's former general manager Joseph L. Petrosky explains, "We had two major objectives. One was doing basic research with machining composite materials, specifically metal matrix composites like silicon carbide with an aluminum substrate. The second was to apply that machining R-and-D to actual part production."



The pistons are machined from a blank of composite material produced by a squeeze casting process. "The blank is completely machined in one chucking without the use of coolants," explains program manager Srinivasa K. Upadhya.
Conventional machining equipment would not have offered a high enough speed range for effective application of the relatively small diameter special cutting tools used to machine the material. Composites and other materials that are difficult to machine may often be processed more easily with a combination of lighter chip loads and higher cutter rotation speeds. To maintain the same feed rate when the chip load is reduced, the spindle (cutter) rpm must be increased by the same percentage that the chip load is reduced.
Focus:HOPE selected a new CNC multi-axis Cincinnati Milacron (now Cincinnati Machine) vertical machining center as the base machine, then modified it for the R-and-D project. Instead of a conventional machining layout, the CNC machine incorporates four auxiliary high speed electric spindles from The Fischer Precise Corporation (Racine, Wisconsin) to provide the required speed and combination of power and position options. Three of the spindles are mounted as auxiliary spindles in an inverted configuration. A fourth spindle is mounted horizontally, perpendicular to the main spindle's vertical axis.
The spindles are SC 60122 liquid-cooled units rated at 10.5 kW (14 hp). They provide a maximum speed of 20,000 rpm, with a collet capacity up to 16 mm (5/8 inch) diameter. A separate high frequency converter controls each spindle's speed, with the machine's controller acting as a master controller for the machine's main spindle and the auxiliary spindles. Depending on the part being produced, various spindles can be programmed to perform specific functions as needed, including milling, turn milling (in which the part and the tool counter-rotate) and high speed boring. Tooling is still being tested but includes carbide, superabrasives and diamond-coated materials in various configurations. Generally, the spindles are run at or near their 20,000-rpm maximum speed.
The use of multiple high speed auxiliary spindles helps achieve the efficiency of transfer line capabilities in a single machine space. The spindle speed range provides the proper peripheral cutting speeds (sfm) for the relatively small cutter diameters, while the spindle rigidity and accuracy helps maintain close tolerances. The new approach is expected to help reduce capital investment, simplify parts flow and handling, minimize the amount of valuable factory floor space required and provide greater flexibility in producing components of varying specifications.











.png;maxWidth=300;quality=90;format=webp)
Related Content

SW North America Open House Showcases Advanced Machining Solutions
SW North America hosts its 2025 Open House at its Michigan headquarters, featuring live demonstrations of the BA 322i and BA Space3 machining centers with a focus on medical and aerospace applications.
Read More
United Machining Solutions' Wire EDM Supports Lights-Out Machining
United Machining Solutions’ Agie Charmilles Cut P 350 Pro features a robust design, the Uniqua human-machine interface and multiple automation options.
Read More
YCM Alliance Five-Axis VMC Enhances Machining Performance
YCM’s RX65+ VMC is engineered for speed, rigidity and accuracy in demanding applications.
Read More
To Understand Machine Speeds, Look Past the Spec Sheet
The real-world behavior and performance of a machine depends on use case much more than the numbers listed on its spec sheet.
Read More