
Laser Edge Preparation Improves Diamond Tool Performance
A cutting tool manufacturer uses seven-axis laser machining to create contoured, 3D chipbreaker geometries for its diamond-tipped inserts and tools.


Laser machining can produce a smooth diamond surface finish to help prevent soft workpiece materials from adhering to the insert after a cut.
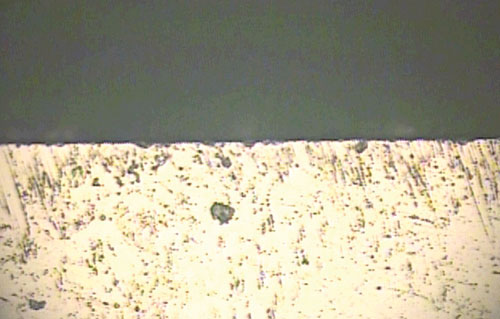
The image shows the edge of a diamond-tipped tool created by grinding.

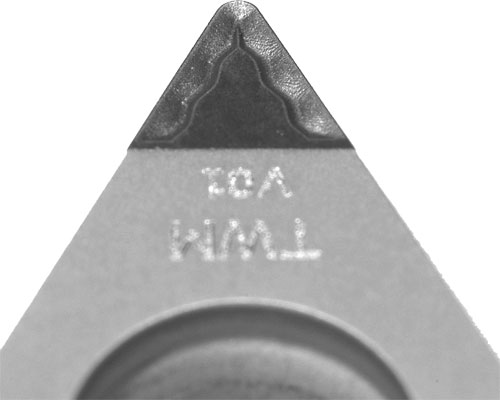
The contoured chipbreaker geometries on these diamond-tipped inserts were created using laser machining.
Share









Diamond-tipped cutting tools are commonly used to machine non-ferrous materials such as composites, reinforced plastics and aluminum and magnesium alloys. Polycrystalline diamond (PCD) and chemical-vapor-deposition diamond (CVD-D) are two hard, wear-resistant materials that can extend the life of tools that cut both abrasive and non-abrasive materials.
During turning operations, some non-ferrous materials tend to generate long, continuous chips that can create a problematic “bird’s nest” around the workpiece and cause downtime and quality issues. That’s why carbide turning inserts often have a chipbreaker geometry designed to produce small chips that can be easily controlled and evacuated. Now Tiro Tool, a cutting tool manufacturer represented in the United States by The Cimtek Group, uses seven-axis laser machining to create contoured, 3D chipbreaker geometries for its PCD and CVD-D inserts and tools.



By reducing heat and cutting forces, the 3D chipbreakers extend tool life and improve workpiece surface finish, says Brian Nowicki, The Cimtek Group’s managing partner. However, Mr. Nowicki points out that laser machining the diamond offers another important benefit: it produces a smoother, more consistent cutting edge finish than traditional grinding. A smooth diamond surface reduces the chance that soft, non-ferrous materials such as aluminum will adhere to the insert and cause premature tool failure. Mr. Nowicki says the company’s TiroWave PCD inserts with laser-machined chipbreaker can last as much as ten times longer than conventional PCD tools when machining aluminum alloys. And the company’s CVD-D inserts are said to last 30 times longer.
The laser machining is also beneficial for preparing cutting edges for the company’s harder CVD-D inserts, he explains. Unlike PCD, which is a sintered diamond powder in a metallic binder matrix, CVD-D is a homogeneous film that is 99.9 percent diamond and is laser-cut and brazed to to an insert. (It’s 50-percent harder than PCD.) Although CVD-D’s higher hardness provides better wear resistance than PCD, it is also more brittle. So to improve edge strength, the company uses laser machining to slightly round or hone the diamond’s edge to prevent chipping during a cut.
Various application-specific 3D chipbreaker geometries allow TiroWave inserts to perform all turning operations from roughing to finishing. The inserts are offered in all ANSI and ISO styles, including square, triangle, round and 35-, 55- and 80-degree versions. In addition, the 3D chipbreaker geometries are available for the company’s drills, reamers, indexable end mills and indexable face mills.
Related Content
-
Maximizing Milling Operations With the Right Cutter
Selecting milling cutters that are suited to the task at hand can reduce cycle times, improve part quality and save money. Here’s where three milling cutters excel.
-
Finding the Right Tools for a Turning Shop
Xcelicut is a startup shop that has grown thanks to the right machines, cutting tools, grants and other resources.
-
Revolutionizing Production: How Smart Hydraulics Drive 24/7 Manufacturing Excellence
All World Machinery Supply helps a firearms manufacturer up its game and improve and increase output.







.png;maxWidth=300;quality=90;format=webp)
