
Meeting Microgrinding Challenges
A technology for microgrinding reminiscent of Swiss-type machines' sliding headstocks can handle higher length-to-diameter ratios in the grinding of medical guidewires and other long, skinny parts.


Akin to the guide bushing on a sliding-headstock Swiss-type lathe, the hydrostatic bushing on this CAM.2 microgrinding machine offers support very near the area of contact between the part and the grinding wheel.
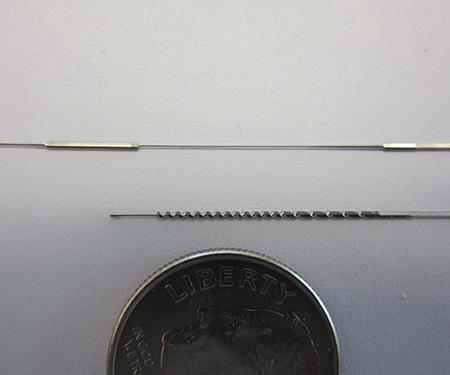
Thanks to the CAM.2's hydrostatic bushing, there’s essentially no limit to the length of the wire to be ground, as shown in these demonstration parts with ground flats, tapers, threads and so on.
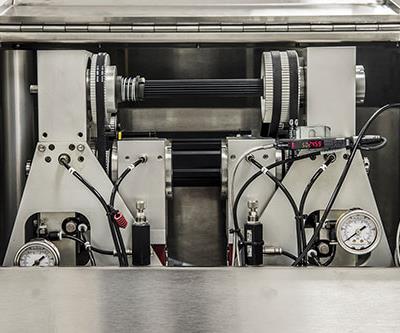
The CAM.2 grinding machine features a dual-carriage, dual-collet linear-motor part-feed system that simultaneously controls wire linear position, linear feed and rotation. Wire diameter and length can be held to a resolution of 0.1 micron.
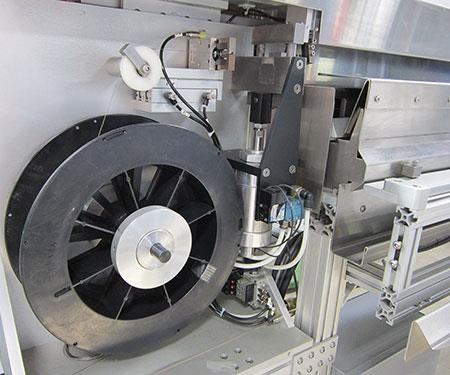
An optional wire spool-feeding system is available to feed wire to the appropriate part length. The wire is then tensioned and cut.

Glebar's P4K inspection system can feed measurement data back to the CAM.2 grinding machine (as well as the company's GT-610 centerless grinder) to adjust for wheel degradation.

The P4K inspection system uses a precision linear stage that pulls a part through a laser gage.
Share









Industries such as medical and dental continue to design components with extremely small features. For example, medical guidewires, which serve as guides for larger devices during angioplasty and other minimally invasive procedures, might call for threads, flats or multiple tapers to be ground on wire as long as 16 feet, but only 0.005-inch in diameter.
Turning’s answer to machining parts with high length-to-diameter ratios is the sliding headstock, the signature feature on Swiss-type lathes. A sliding headstock feeds barstock through a guide bushing and past a tool during an OD turning operation. The guide bushing offers support for the barstock very near the point of the cut, preventing workpiece distortion. This makes Swiss-types particularly effective for turning long, slender parts.



Glebar has developed a similar technique for microgrinding. The Ramsey, New Jersey, manufacturer of OD grinders, centerless grinders, double-disc grinders, and other grinding equipment and accessories offers the CAM.2 machine for grinding medical guidewires (often made of shape-memory alloys such as nickel titanium) and other small-diameter components. This microgrinding machine can accommodate workpiece stock as small as 0.005 inch in diameter and offers a minimum grinding diameter of 0.0005 inch. In addition to guidewires, the machine is well-suited for grinding other cylindrical parts that require tiny features, including dental posts that might call for tapers, threads and grooves.
The CAM.2 machine is the next-generation version of the company’s CAM-SXE machine, which was introduced in 2001. The company says the machine platform was developed to address challenges grinding the ODs of parts like guidewires on a conventional centerless grinder. On a centerless grinder, the part is pulled through the machine by the grinding and regulating wheels. To grind a profile, the part’s position is detected by sensors, and the gap between the wheels is adjusted. Instead of applying such a monitor-and-react approach, the new CAM.2 machine uses a dual-carriage, dual-collet linear-motor part-feed system that simultaneously controls wire linear position, linear feed and rotation. This enables the machine to control both the wire diameter and length to a resolution of 0.1 micron.
With this method of OD grinding, the front of the wire feeds through a hydrostatic bushing that uses pressurized oil to enable the wire to accurately float inside the bushing as it spins. The hydrostatic bushing is akin to a Swiss-type’s guide bushing, offering support very near the area of contact between the part and the grinding wheel. As a result, there’s essentially no limit to the length of the wire to be ground. (The CAM.2 machine can also be run in centerless-grinding mode, using a centerless fixture instead of a regulating wheel and work rest insert, simplifying setups and change-overs, the company says.)
Feeding systems are available for individual pre-cut wires or spooled wire. For individual wires, an operator can insert a bundle of wire in the feeding system, and then a vacuum pickup system places individual wires into the feeder. (Feeders can range in size from 3 to 16 feet). Pinch rollers are used to feed a wire to the machine’s two collets. Conversely, the spool system feeds out wire to the appropriate length, and the wire is then tensioned and cut and fed to the collets.
The CAM.2’s grinding wheel spindle power is 3 hp, and wheel speed is variable to a maximum of 3,600 rpm. Grinding wheels are 12 inches in diameter and might range in width from 0.01 to 1 inch, depending on the application. An automatic CNC-controlled diamond-roll dresser is available, which is often a better option compared to a single-point dresser for more advanced CBN and vitrified grinding wheel technology, the company says.
The machine’s CNC has a 15-inch touchscreen and offers 3D visualization of part and wheel shape. Its programming system is conversational, using graphic and menu-driven functions to enable a part program to be completed without G-code knowledge. Among other benefits, this intuitive interface enables one operator to tend multiple machines at once for long stretches of automated operation.
The CAM.2 is available with a number of accessories, including a three-stage recirculating coolant system, wheel balancing system, programmable part extractor, grit blaster and vertical subspindle. In addition, an inline diameter contact gage is available that mounts on the exit side of the machine and measures the ground part. Diameters at several points can be measured, and that data can be used for size compensation and comparison against high and low user-defined limits. The company also offers its new P4K inspection system for small parts. This system uses a precision linear stage that pulls a part through a laser gage, matching diameter and length readings in real time at a rate of 10,000 readings per second. A diameter and length reading is taken every 30 millionths of an inch at a speed of 3 inches per second, and diameter measurement accuracy is ±0.5 micron. The P4K can send diameter measurement to the CAM.2 machine to adjust for wheel degradation by changing the grinding wheel slide position. Similarly, it can send measurement data to correct the wheel dressing profile for infeed applications on the CAM.2 machine as well as the company’s GT-610 centerless grinder. One P4K measuring machine can support as many as seven grinding machines with such feedback capability.








Related Content

Vertical Integration, Automation Helping 3D Printed Spine Implant Manufacturer Scale Production
How did a leading spine implant manufacturer leverage 3D printing to compete on cost with CNC machining? Learn how advanced additive manufacturing techniques are redefining material efficiency and geometric complexity in medical devices.
Read More
Mikron Milling Tool Suppresses Machining Chatter
IMTS 2024: The CrazyMill Cool CF milling tool features chatter suppression during machining, especially on thin-walled parts, which enables smoother cutting.
Read More
Shop Tour Video: From Garage Shop to Leading Aerospace Supplier
From repairing aircraft interiors to manufacturing medical implants, Superior Joining Technologies excels at CNC machining, TIG welding, laser welding, and NADCAP-accredited nondestructive testing. Discover how this Rockford-based company supports the aerospace industry through a combination of advanced technologies.
Read More
Greenleaf End Mills Optimize Machining Stability
Capstone-360 end mills are well suited for machining HRSAs, cast iron and hardened steel materials for the aerospace, oil and gas, power generation and medical industries.
Read More